一种装夹定位工装夹具的制作方法
本技术涉及工装夹具,尤其涉及一种装夹定位工装夹具。
背景技术:
1、在半成品毛坯件加工完成后,需要对其进行打孔,倒角操作。需要将整套夹具放在数控加工中心台面上,固定夹具,半成品毛坯件摆放在夹具承接座上,用手动平推式夹钳夹紧毛坯,数控加工中心操纵机床加工毛坯件,加工完成后吹去铝屑和切削液,取出产品后码放装箱,手动平推式夹钳装夹慢,装夹定位不精准,装夹数量少,效率低。
技术实现思路
1、本实用新型要解决的技术问题是提供一种装夹定位工装夹具,装夹迅速准确,装夹数量多、效率高。
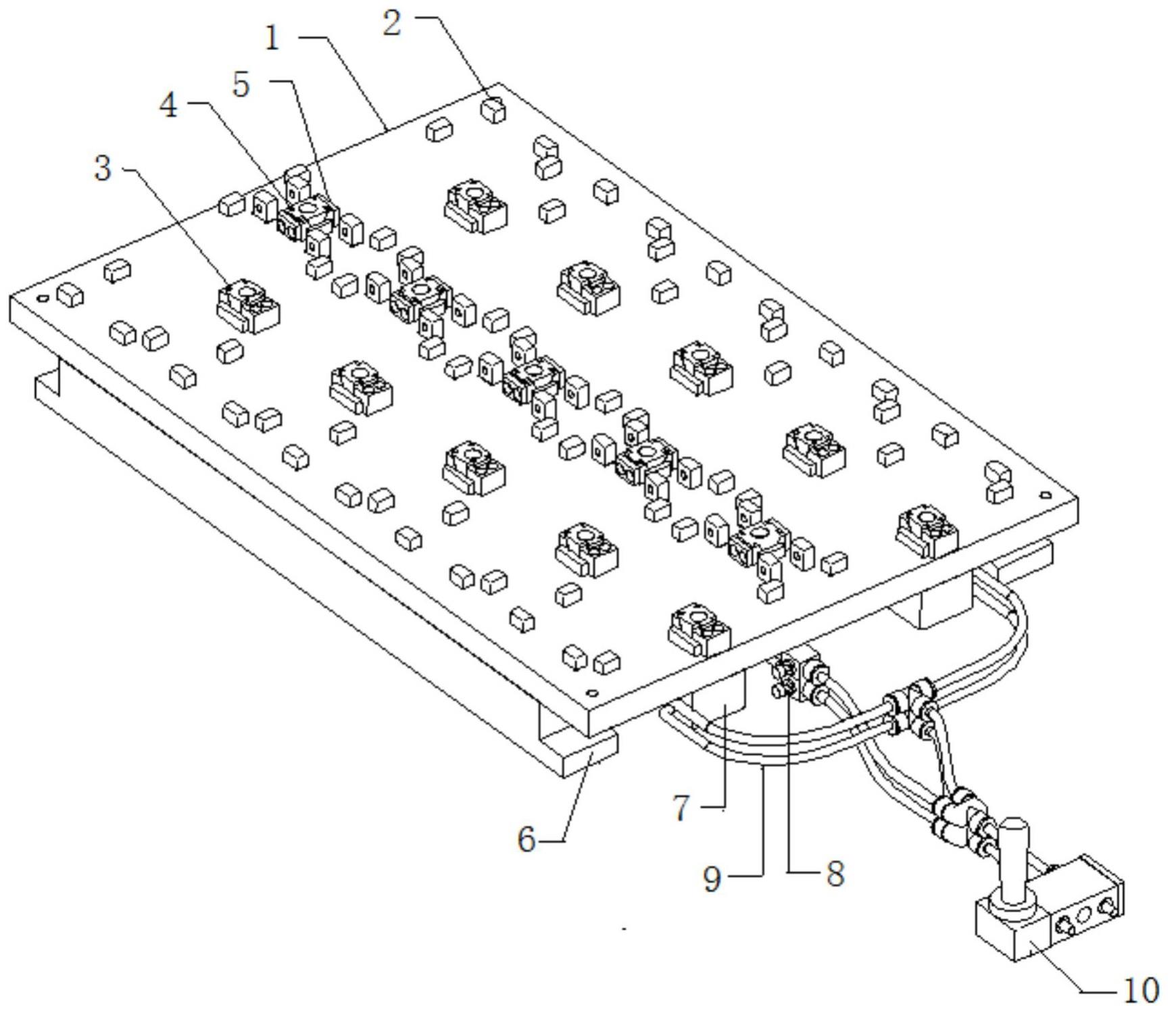
2、基于上述问题,本实用新型提出的技术方案是一种装夹定位工装夹具,包括支脚和由支脚架起的承接座,承接座的两侧分别设置呈直线型排列的若干个能确定毛坯件方向的挡块组,每个挡块组由能够对毛坯件四角进行定位的若干挡块组成,所述挡块组的侧面设置单向楔形块,承接座宽度方向上位于同一直上的两组挡块组之间设置双向楔形块座,承接座下方设置推动单向楔形块和双向楔形块的气缸,连接气缸的气管另一端设置调节阀,调节阀的另一侧连接二位五通开关。
3、其中,所述单向楔形块由固定在承接座上的固定块、底部与气缸伸缩杆连接的第一楔形活动块和与所述第一楔形活动块形状相配合的第二楔形活动块组成,固定块远离毛坯件设置,第二楔形活动块靠近毛坯件设置。
4、所述双向楔形块由底部与气缸伸缩杆连接的两侧倾斜的第三楔形活动块和与所述第三楔形活动块形状相配合的相背的两个第四楔形活动块组成。
5、其中,每个所述单向楔形块和双向楔形块底部分别连接一独立气缸。
6、进一步的,与单向楔形块连接的气缸的气管由同一调节阀控制,与双向楔形块连接的气缸的气管由同一调节阀控制,两个调节阀另一端分别连接在所述二位五通开关上。
7、所述单向楔形块、双向楔形块与毛坯件相对接的侧面分别连接尼龙块。
8、本实用新型的优点和有益效果:
9、本实用新型结构设计合理,通过承接座、气缸、楔形块共同配合使多个产品同时装夹定位,其中,楔形块对产品的推动动作通过气缸的伸缩运动实现,装夹更快速;承接座上挡块组能确定毛坯件方向,使得产品始终向一个基准角运动,产品放置有统一的基准,保证了产品加工后的一致性;每个单向楔形块和双向楔形块底部分别连接独立气缸,与单向楔形块连接的气缸的气管由同一调节阀控制,与双向楔形块连接的气缸的气管由同一调节阀控制,从而实现同时对多个产品进行装夹,解决了现有装夹夹具对产品装夹慢,装夹定位不精准,装夹数量少,效率低等问题。
技术特征:
1.一种装夹定位工装夹具,包括支脚和由支脚架起的承接座,其特征在于:承接座的两侧分别设置呈直线型排列的若干个能确定毛坯件方向的挡块组,每个挡块组由能够对毛坯件四角定位的若干挡块组成,所述挡块组的侧面设置单向楔形块,承接座宽度方向上位于同一直上的两组挡块组之间设置双向楔形块座,承接座下方设置推动单向楔形块和双向楔形块的气缸,连接气缸的气管另一端设置调节阀,调节阀的另一侧连接二位五通开关。
2.根据权利要求1所述的装夹定位工装夹具,其特征在于:所述单向楔形块由固定在承接座上的固定块、底部与气缸伸缩杆连接的第一楔形活动块和与所述第一楔形活动块形状相配合的第二楔形活动块组成,固定块远离毛坯件设置,第二楔形活动块靠近毛坯件设置。
3.根据权利要求1所述的装夹定位工装夹具,其特征在于:所述双向楔形块由底部与气缸伸缩杆连接的两侧倾斜的第三楔形活动块和与所述第三楔形活动块形状相配合的相背的两个第四楔形活动块组成。
4.根据权利要求1所述的装夹定位工装夹具,其特征在于:每个所述单向楔形块和双向楔形块底部分别连接一独立气缸。
5.根据权利要求4所述的装夹定位工装夹具,其特征在于:与单向楔形块连接的气缸的气管由同一调节阀控制,与双向楔形块连接的气缸的气管由同一调节阀控制,两个调节阀另一端分别连接在所述二位五通开关上。
6.根据权利要求1所述的装夹定位工装夹具,其特征在于:所述单向楔形块、双向楔形块与毛坯件相对接的侧面分别连接尼龙块。
技术总结
本技术提供了一种装夹定位工装夹具,包括支脚和由支脚架起的承接座,承接座的两侧分别设置呈直线型排列的若干个能确定毛坯件方向的挡块组,每个挡块组由能够确定相同基准角的若干挡块组成,所述挡块组的侧面设置单向楔形块,承接座宽度方向上位于同一直上的两组挡块组之间设置双向楔形块座,承接座下方设置推动单向楔形块和双向楔形块的气缸,连接气缸的气管另一端设置调节阀,调节阀的另一侧连接二位五通开关。本技术结构设计合理,通过承接座、气缸、楔形块共同配合使多个产品同时装夹定位,解决了现有装夹夹具对产品装夹慢,装夹定位不精准,装夹数量少,效率低等问题。
技术研发人员:王宇彤
受保护的技术使用者:安卡精密机械(天津)股份有限公司
技术研发日:20230328
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!