翻冲孔一体式机构的制作方法
本技术涉及冷冲压模具,具体地,涉及一种翻冲孔一体式机构。
背景技术:
1、随着机械制造领域的不断反展,人们在进行加工、制造等生产活动中,开始出现让机械自动完成某些工作,以此来代替人工的操作。板件零件的冲孔和翻孔是机械制造领域应用最广泛的生产工艺。
2、而现有的冲孔和翻孔加工工艺,通常采用先进行冲孔,再通过翻孔对板件达到翻孔的目的,在加工时对板件先进行冲孔,冲孔结束后调换冲头或模具再对板件进行翻孔,需要额外增加一道工序或者增加一套模具,大大增加了成本,降低了经济效率。
技术实现思路
1、针对现有技术中的缺陷,本实用新型的目的是提供一种翻冲孔一体式机构。
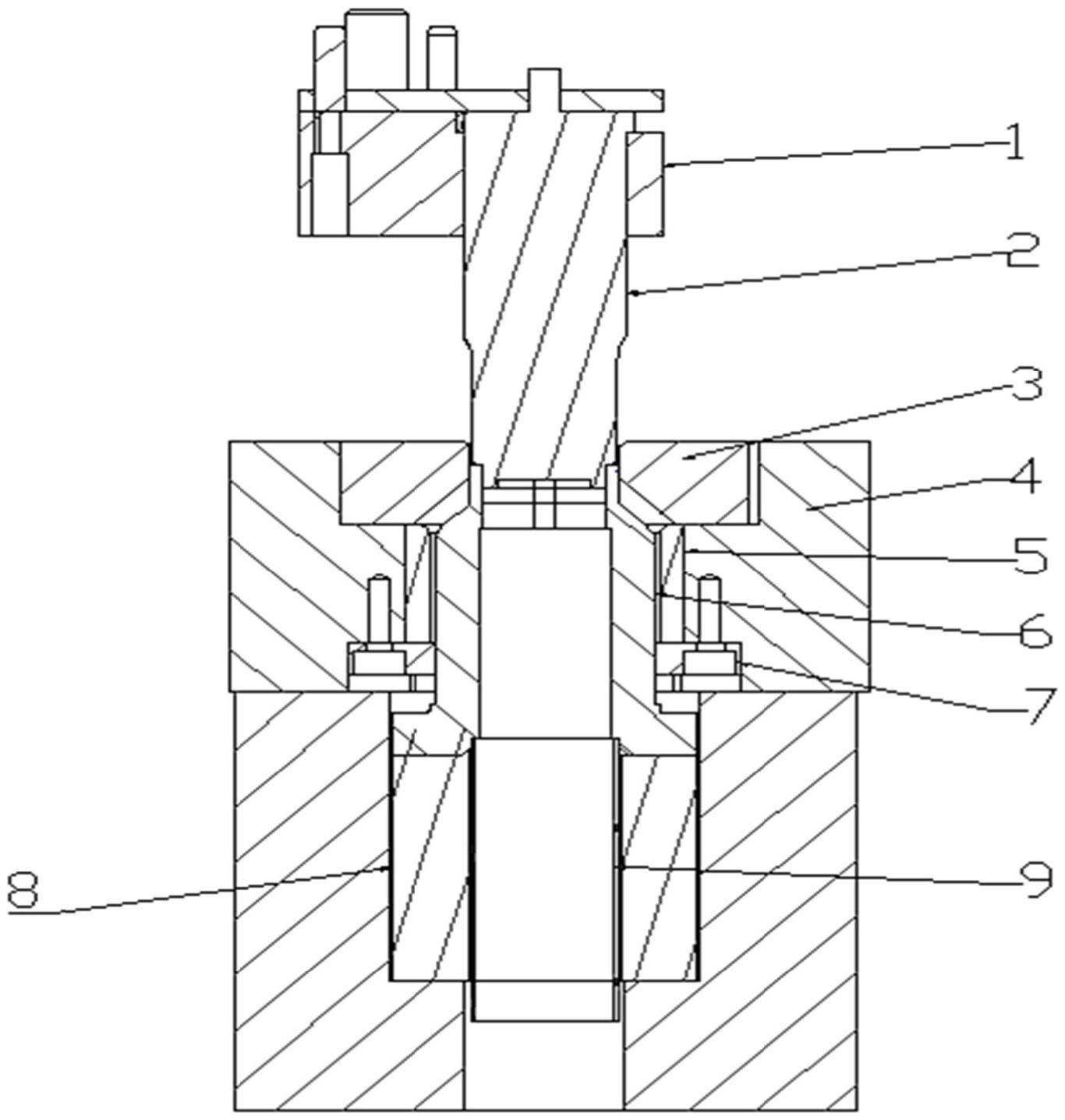
2、根据本实用新型提供的翻冲孔一体式机构,包括上模座、固定座、翻冲冲头、第一镶块、第二镶块、导套、顶块以及中空结构的翻边凹模,所述固定座安装在上模座上,并用于固定翻冲冲头;
3、所述第一镶块设置在第二镶块上侧,所述第二镶块设置在翻边凹模上侧,所述导套设置在第二镶块内侧,所述顶块设置在第一镶块与导套的内侧并用于对翻冲冲头导向;
4、所述翻冲冲头的端部从下至上依次设置有第一台阶与第二台阶,所述第一台阶为冲孔刃口,用于对板件冲孔,所述第二台阶为翻孔型面,用于对冲孔后的板件翻孔,工作时,所述翻冲冲头插设于所述第一镶块与顶块内部,所述第二台阶的台阶面与所述顶块的顶部接触。
5、优选地,还包括止转键,所述止转键的一端插入所述第二镶块中,所述止转键的另一端插入所述顶块,用于防止顶块旋转。
6、优选地,所述止转键为多个,多个所述止转键沿周向均匀设置在顶块的外侧。
7、优选地,还包括弹簧,所述弹簧设置在所述顶块的底部且其一端与顶块接触,另一端与所述翻边凹模内部所具有的台阶结构接触,所述弹簧用于向顶块提供支撑力。
8、优选地,还包括圆管,所述圆管连接顶块的底部且位于所述翻边凹模内部,工作时的冲孔废料通过所述圆管排出;
9、所述弹簧套设于所述圆管外侧。
10、优选地,所述圆管焊接于所述顶块的底部。
11、优选地,所述第二台阶的台阶面与所述顶块的顶部的形状相同,且在工作时二者贴合。
12、优选地,所述导套与顶块滑动导向,导向精度按照导柱与导套公差配合加工。
13、与现有技术相比,本实用新型具有如下的有益效果:
14、本实用新型结构简单,操作方便,通过在翻冲冲头的端部依次设置冲孔刃口与翻孔型面的技术手段,解决了先进行冲孔再进行翻孔需要额外增加一道工序或者增加一套模具的技术问题,实现了冲孔和翻孔一步到位的要求。
技术特征:
1.一种翻冲孔一体式机构,其特征在于,包括上模座、固定座(1)、翻冲冲头(2)、第一镶块(3)、第二镶块(4)、导套(5)、顶块(6)以及中空结构的翻边凹模,所述固定座(1)安装在上模座上,并用于固定翻冲冲头(2);
2.根据权利要求1所述的翻冲孔一体式机构,其特征在于,还包括止转键(7),所述止转键(7)的一端插入所述第二镶块(4)中,所述止转键(7)的另一端插入所述顶块(6),用于防止顶块(6)旋转。
3.根据权利要求2所述的翻冲孔一体式机构,其特征在于,所述止转键(7)为多个,多个所述止转键(7)沿周向均匀设置在顶块(6)的外侧。
4.根据权利要求1所述的翻冲孔一体式机构,其特征在于,还包括弹簧(8),所述弹簧(8)设置在所述顶块(6)的底部且其一端与顶块(6)接触,另一端与所述翻边凹模内部所具有的台阶结构接触,所述弹簧(8)用于向顶块(6)提供支撑力。
5.根据权利要求4所述的翻冲孔一体式机构,其特征在于,还包括圆管(9),所述圆管(9)连接顶块(6)的底部且位于所述翻边凹模内部,工作时的冲孔废料通过所述圆管(9)排出;
6.根据权利要求5所述的翻冲孔一体式机构,其特征在于,所述圆管(9)焊接于所述顶块(6)的底部。
7.根据权利要求1所述的翻冲孔一体式机构,其特征在于,所述第二台阶的台阶面与所述顶块(6)的顶部的形状相同,且在工作时二者贴合。
8.根据权利要求1所述的翻冲孔一体式机构,其特征在于,所述导套(5)与顶块(6)滑动导向,导向精度按照导柱与导套公差配合加工。
技术总结
本技术提供了一种翻冲孔一体式机构,包括上模座、固定座、翻冲冲头、第一镶块、第二镶块、导套、顶块以及中空结构的翻边凹模,固定座安装在上模座上,第一镶块设置在第二镶块上侧,第二镶块设置在翻边凹模上侧,导套设置在第二镶块内侧,顶块设置在第一镶块与导套的内侧;翻冲冲头的端部从下至上依次设置有第一台阶与第二台阶,第一台阶为冲孔刃口,第二台阶为翻孔型面,工作时,翻冲冲头插设于第一镶块与顶块内部,第二台阶的台阶面与顶块的顶部接触。本技术在翻冲冲头的端部依次设置冲孔刃口与翻孔型面,解决了先进行冲孔再进行翻孔需要额外增加一道工序或者增加一套模具的技术问题,实现了冲孔和翻孔一步到位的要求。
技术研发人员:孙秀福,吕玲玲,王阔
受保护的技术使用者:上海屹丰汽车模具制造有限公司
技术研发日:20230327
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!