一种用线切割加工硬质合金多斜孔喷嘴的夹具的制作方法
本技术涉及到工装夹具领域,特别涉及到一种用线切割加工硬质合金多斜孔喷嘴的夹具。
背景技术:
1、目前,市场上所使用的耐磨、耐腐蚀类喷嘴,一般都是采用硬质合金制成,而烧结好的硬质合金喷嘴有的成品外圆较小,所需加工的喷嘴内孔又较长,长径比很大。现有技术没有办法通过钻头加工或磨削加工完成,只能通过线切割设备进行慢走丝或快走丝加工,而线切割设备一般只能切割加工喷嘴的直孔,不能切割喷嘴的斜孔,也不能对喷嘴进行分度切割。如需要在喷嘴上切割3-12等分的喷嘴斜孔,靠现有的机加工设备是根本无法完成的,采用分度头加工时又存在不能摆动工件角度的问题。因此急需设计一套专用夹具,解决在线切割加工喷嘴斜孔时,既能摆动加工工件的角度又能进行工件的分度切割问题。
技术实现思路
1、本实用新型的目的在于提供一种用线切割加工硬质合金多斜孔喷嘴的夹具。本实用新型所需解决的技术问题是:采用合理设计的专用夹具,解决在切割加工喷嘴斜孔时,既能摆动加工工件的角度又能进行工件的分度切割,同时解决使用一套夹具可以在喷嘴上加工3-n个斜孔等问题。
2、为实现上述目的,本实用新型的技术方案为:
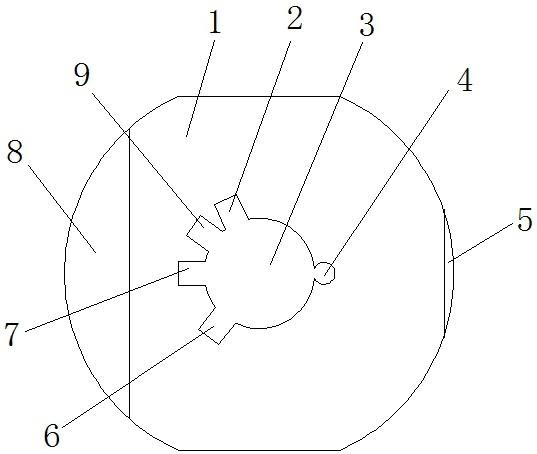
3、一种用线切割加工硬质合金多斜孔喷嘴的夹具,包括:夹具基体、三孔加工槽、加工孔、切割基孔、上定位斜面、六孔加工槽、四孔加工槽、压板面、五孔加工槽、紧固螺栓、限位板、工件插入腔和下定位斜面,所述的夹具在夹具基体的中部开有工件插入腔,夹具基体的底部一端设置有下定位斜面,另一端开有紧固螺栓孔,夹具基体的顶部一端设置有压板面,另一端设置有上定位斜面,夹具基体顶部中间开有加工孔,沿加工孔的圆周分别开有三孔加工槽、六孔加工槽、四孔加工槽、五孔加工槽及切割基孔,切割基孔与加工孔相连通。
4、所述夹具上的上定位斜面与夹具基体的垂直面形成5°的夹角,下定位斜面与夹具基体的水平面形成5°的夹角。
5、所述夹具的限位板通过紧固螺栓与夹具基体底部的紧固螺栓孔相连接。
6、所述夹具的顶部根据加工工件需求,沿加工孔的圆周分别开出3-n个加工槽。
7、该夹具通过使用不同长度的紧固螺栓和增加或减少限位板的数量,可以用一套夹具加工不同长度喷嘴上的斜喷孔。
8、与现有技术相比,本实用新型的有益效果在于:
9、1、该夹具通过在夹具基体的顶部合理的设计出各加工槽,解决在切割加工喷嘴斜孔时,既能摆动加工工件的角度又能进行工件的分度切割问题;
10、2、该夹具利用上定位斜面、下定位斜面对夹具进行垂直定位和水平定位,通过压板面与加工设备相连接,并通过设备上的压板将夹具紧固在设备的加工平台上,使夹具在加工时不会产生晃动;
11、3、该夹具通过工件插入孔将工件插入到夹具内,用限位板和紧固螺栓进行限位和固定,通过使用不同长度的紧固螺栓和增加或减少限位板的数量,可以用一套夹具加工不同长度喷嘴上的斜孔,同时提高了喷嘴的加工精度;
12、4、该夹具适用于喷嘴上3-n个斜孔的加工,使一套夹具可以用于多规格、多斜孔喷嘴的加工,达到一套夹具多用之目的;
13、5、该夹具的使用大大降低了喷嘴加工的成本,缩短了加工不同斜孔数量喷嘴所用的时间,提高了加工效率,同时减轻了操作人员的劳动强度。
技术特征:
1.一种用线切割加工硬质合金多斜孔喷嘴的夹具,包括:夹具基体(1)、三孔加工槽(2)、加工孔(3)、切割基孔(4)、上定位斜面(5)、六孔加工槽(6)、四孔加工槽(7)、压板面(8)、五孔加工槽(9)、紧固螺栓(10)、限位板(11)、工件插入腔(12)和下定位斜面(13),其特征在于:所述的夹具在夹具基体(1)的中部开有工件插入腔(12),夹具基体(1)的底部一端设置有下定位斜面(13),另一端开有紧固螺栓孔,夹具基体(1)的顶部一端设置有压板面(8),另一端设置有上定位斜面(5),夹具基体(1)顶部中间开有加工孔(3),沿加工孔(3)的圆周分别开有三孔加工槽(2)、六孔加工槽(6)、四孔加工槽(7)、五孔加工槽(9)及切割基孔(4),切割基孔(4)与加工孔(3)相连通。
2.根据权利要求1所述的用线切割加工硬质合金多斜孔喷嘴的夹具,其特征在于:所述夹具上的上定位斜面(5)与夹具基体(1)的垂直面形成5°的夹角,下定位斜面(13)与夹具基体(1)的水平面形成5°的夹角。
3.根据权利要求1所述的用线切割加工硬质合金多斜孔喷嘴的夹具,其特征在于:所述夹具的限位板(11)通过紧固螺栓(10)与夹具基体(1)底部的紧固螺栓孔相连接。
4.根据权利要求1所述的用线切割加工硬质合金多斜孔喷嘴的夹具,其特征在于:所述夹具的顶部根据加工工件需求,沿加工孔(3)的圆周分别开出3-n个加工槽。
技术总结
本技术提供了一种用线切割加工硬质合金多斜孔喷嘴的夹具。所述的夹具在夹具基体的中部开有工件插入腔,夹具基体的底部一端设置有下定位斜面、紧固螺栓孔,夹具基体的顶部一端设置有压板面和上定位斜面,夹具基体顶部加工有加工孔、三孔加工槽、六孔加工槽、四孔加工槽、五孔加工槽及切割基孔,切割基孔与加工孔相连通,夹具上的上定位斜面与夹具基体的垂直面形成5°的夹角,下定位斜面与夹具基体的水平面形成5°的夹角。该夹具通过在夹具基体的顶部合理的设计出各加工槽,解决在切割加工喷嘴斜孔时,既能摆动加工工件的角度又能进行工件的分度切割问题,使用一套夹具可以加工多规格、多斜孔喷嘴,达到一套夹具多用之目的。
技术研发人员:张福琪,刘开才,文超
受保护的技术使用者:湖北金谷材料科技有限公司
技术研发日:20230330
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!