一种零件加工用定位工装的制作方法
本技术涉及零件加工,具体为一种零件加工用定位工装。
背景技术:
1、零件加工是对零件进行切割、打磨、焊接等生产的方式,在进行零件加工之前,需要先使用定位工装对零件进行夹持固定。
2、对于柱型结构的零件加工的时候,现有的定位工装,多是在定位板表面设置有圆弧型定位槽,通过定位板及夹持板表面的圆弧型定位槽即可实现夹持固定,但是,定位板及夹持板表面的槽体单一,而生产加工的批量柱型结构的零件其直径存在差异,就需要现场的技工频繁的拆卸及重新装配定位板和夹持板,操作麻烦。
技术实现思路
1、(一)实用新型目的
2、为解决背景技术中存在的技术问题,本实用新型提出一种零件加工用定位工装,具有方便配合不同直径的柱型零件使用,提高生产效率的特点。
3、(二)技术方案
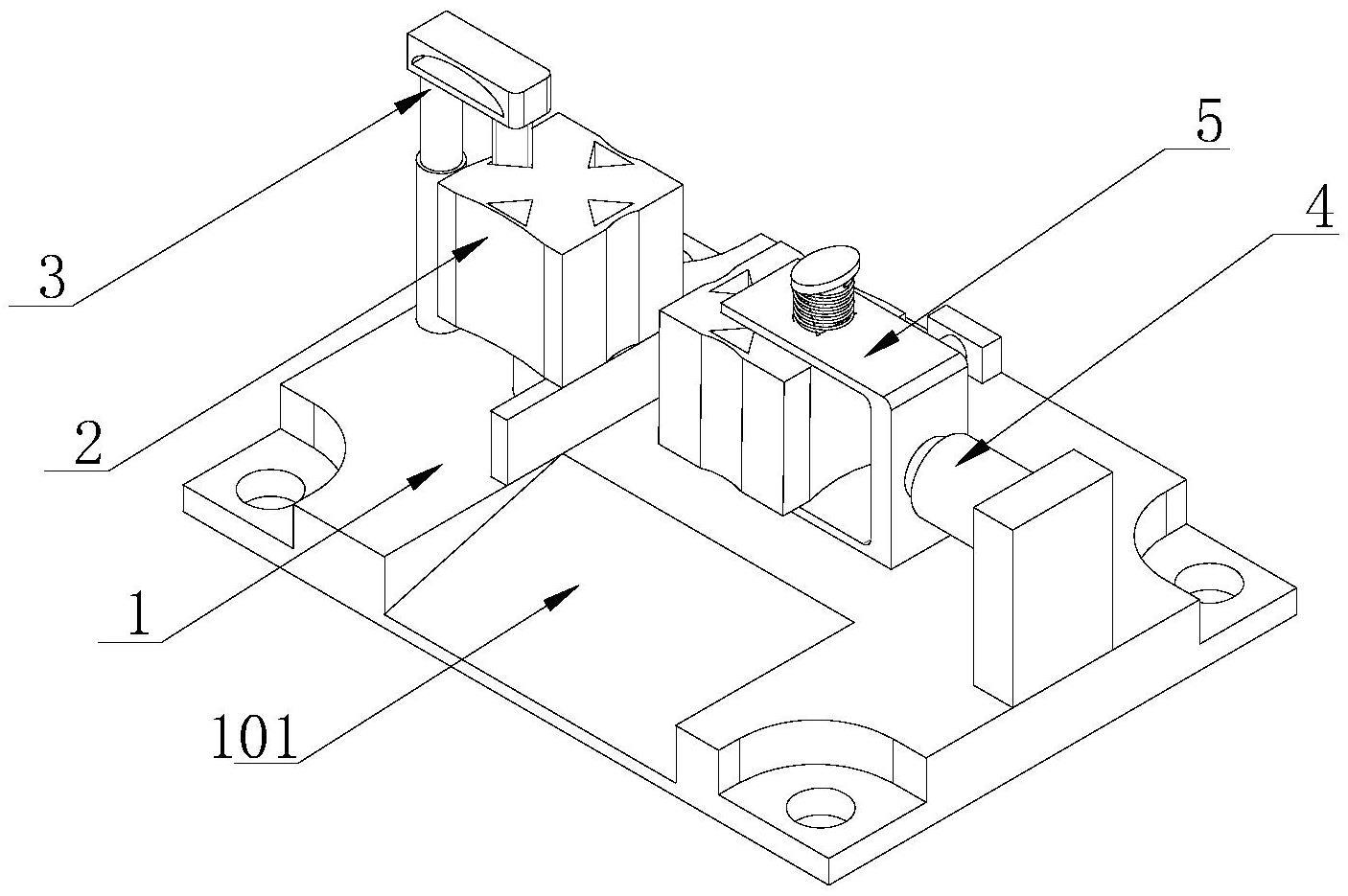
4、为解决上述技术问题,本实用新型提供了一种零件加工用定位工装,包括底座、定位组件、往复式气缸和夹持组件,所述定位组件安装在底座上方位置,所述底座上表面通过背板固定连接有往复式气缸,所述往复式气缸的传动输出端与夹持组件传动连接;
5、所述定位组件包括定位块和轴座,所述定位块底部通过轴座和底座呈转动设置,所述定位块上表面对称设置有定位孔a,且定位块外壁设置有限位槽a;
6、所述夹持组件包括支撑框、复位弹簧、限位杆b和夹持块,所述支撑框内部通过轴杆转动设置有夹持块,所述夹持块上表面对称设置有定位孔b,所述夹持块外壁设置有限位槽b。
7、优选的,所述底座上方设置有限位组件,所述限位组件包括导向筒、导向架和限位杆a,所述导向架一端滑动插接在导向筒的开口位置,所述导向架另一端固定连接有限位杆a。
8、优选的,所述限位杆a与定位块上表面的定位孔a插接对应。
9、优选的,所述复位弹簧套接在限位杆b外部,且支撑框上表面通过复位弹簧和限位杆b顶端固定连接,所述限位杆b贯穿支撑框,且限位杆b的贯穿端与夹持块上表面的定位孔b插接对应。
10、优选的,所述底座上表面靠近背面位置通过支撑架固定连接有电动推杆,所述电动推杆的传动输出端传动连接有推料板。
11、优选的,所述底座表面垂直设置有挡料板,所述底座表面开设有排屑槽,所述挡料板位于排屑槽一侧。
12、本实用新型的上述技术方案具有如下有益的技术效果:
13、1、本实用新型限位槽a和限位槽b均为多个且一一对应,根据柱型零件的直径,旋转并调节定位块的限位槽a和夹持块的限位槽b呈对应状态,即可实现对不同直径的柱型零件的装夹,操作更加方便,提高生产效率。
14、2、本实用新型完成对柱型零件加工及拆分下料柱型零件之后,通过外接电源启动电动推杆,堆积在底座表面的废屑料渣被推料板定向推送,沿着排屑槽定向下料,方便清理底座。
技术特征:
1.一种零件加工用定位工装,其特征在于,包括底座(1)、定位组件(2)、往复式气缸(4)和夹持组件(5),所述定位组件(2)安装在底座(1)上方位置,所述底座(1)上表面通过背板固定连接有往复式气缸(4),所述往复式气缸(4)的传动输出端与夹持组件(5)传动连接;
2.根据权利要求1所述的一种零件加工用定位工装,其特征在于,所述底座(1)上方设置有限位组件(3),所述限位组件(3)包括导向筒(301)、导向架(302)和限位杆a(303),所述导向架(302)一端滑动插接在导向筒(301)的开口位置,所述导向架(302)另一端固定连接有限位杆a(303)。
3.根据权利要求2所述的一种零件加工用定位工装,其特征在于,所述限位杆a(303)与定位块(201)上表面的定位孔a(202)插接对应。
4.根据权利要求1所述的一种零件加工用定位工装,其特征在于,所述复位弹簧(502)套接在限位杆b(503)外部,且支撑框(501)上表面通过复位弹簧(502)和限位杆b(503)顶端固定连接,所述限位杆b(503)贯穿支撑框(501),且限位杆b(503)的贯穿端与夹持块(504)上表面的定位孔b(505)插接对应。
5.根据权利要求1所述的一种零件加工用定位工装,其特征在于,所述底座(1)上表面靠近背面位置通过支撑架固定连接有电动推杆(6),所述电动推杆(6)的传动输出端传动连接有推料板(7)。
6.根据权利要求1所述的一种零件加工用定位工装,其特征在于,所述底座(1)表面垂直设置有挡料板(8),所述底座(1)表面开设有排屑槽(101),所述挡料板(8)位于排屑槽(101)一侧。
技术总结
本技术属于零件加工技术领域,具体为一种零件加工用定位工装,包括底座、定位组件、往复式气缸和夹持组件,所述定位组件安装在底座上方位置,所述底座上表面通过背板固定连接有往复式气缸,所述往复式气缸的传动输出端与夹持组件传动连接;所述定位组件包括定位块和轴座,所述定位块底部通过轴座和底座呈转动设置,所述定位块上表面对称设置有定位孔A,且定位块外壁设置有限位槽A。限位槽A和限位槽B均为多个且一一对应,根据柱型零件的直径,旋转并调节定位块的限位槽A和夹持块的限位槽B呈对应状态,即可实现对不同直径的柱型零件的装夹,操作更加方便,提高生产效率。
技术研发人员:刘伟
受保护的技术使用者:上海谦益实业有限公司
技术研发日:20230331
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!