盖体自动组装设备的制作方法
本技术属于自动化设备,特别是涉及一种盖体自动组装设备。
背景技术:
1、目前化妆瓶的瓶盖大都具有三个部分,即内盖、外盖、垫片;其中内盖位于最内端,外盖处于最外部,采用热熔胶将内盖粘连在外盖内,垫片放置在内盖的内顶面上;目前将上述三个部件组装在一起工序复杂,需要多组设备来完成瓶盖的组装,增加了设备成本、人工成本和占地面积。
技术实现思路
1、有鉴于现有技术的上述缺陷,本实用新型旨在提供一种盖体自动组装设备,能够解决上述技术问题。
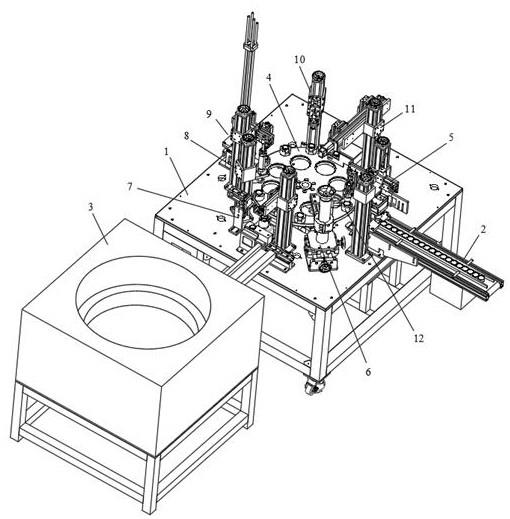
2、为实现上述目的,本实用新型提供了一种盖体自动组装设备,包括机箱、外壳输送装置和内壳输送装置,所述机箱上设置有旋转装置和围绕所述旋转装置设置的外壳上料装置、喷胶装置、内壳上料装置、打压装置、内垫上料装置、内垫检测装置、取出装置,所述外壳输送装置的前端位于所述外壳上料装置的下方,所述内壳输送装置的前端位于所述内壳上料装置的下方,所述旋转装置包括转盘和旋转驱动单元,所述转盘上设置有以圆为阵列的多个治具,所述外壳输送装置的端头与所述外壳上料装置之间设置有过渡治具。
3、优选的是,所述内垫上料装置包括内垫料仓和内垫上料单元,所述内垫料仓包括固定设置于所述机箱上端面的内垫调节底座和内垫送料驱动器,所述内垫送料驱动器上设置有内垫推料板,所述内垫调节底座上设置有料槽固定板,所述料槽固定板上设置设有多根料槽杆用于放置内垫,所述内垫调节底座和所述料槽固定板上对应设置有与内垫外尺寸相同的通孔,所述内垫推料板上设轩有与内垫外尺寸相同的沉孔。
4、优选的是,所述内垫上料单元包括固定设置于所述机箱上端面的内垫上料立柱,所述内垫上料立柱为空腔结构,所述内垫上料立柱内设置有内垫上料升降组件,所述内垫上料升降组件连接有内垫上料固定框,所述内垫上料固定框上设置有内垫上料横移驱动器,所述内垫上料横移驱动器上安装有内垫上料升降驱动器,所述内垫上料升降驱动器的下端安装有内垫真空取料组件。
5、优选的是,所述外壳输送装置包括外壳输送支架和输送带,所述输送支架的前端设置有外壳输送治具板,所述外壳输送治具板上设置有与外壳外形尺寸相同的定位槽,所述外壳输送治具的侧端面对称设置有护边,对称设置的护边之间形成外壳输送通道。
6、优选的是,所述外壳上料装置包括内部设置有空腔的外壳上料立柱,所述外壳上料立柱内安装有外壳调节传动组件,所述外壳调节传动组件上安装有外壳上料横移组件,所述外壳上料横移组件上连接有外壳上料升降组件。
7、优选的是,组装设备还包括外壳上料检测装置,所述外壳上料检测装置包括设置在所述机箱上端面的的外壳上料检测立柱,所述外壳上料检测立柱内为空腔且安装有外壳上料检测传动组件,所述外壳上料检测传动组件上安装有提升架,所述提升架上安装有检测器;所述外壳上料检测装置还包括设置在所述外壳上料升降组件上的光源。
8、优选的是,所述内壳上料装置包括内盖自动错位组件、内盖选向组件、内盖过渡组件和内盖位移组件,所述内壳输送装置的前端与所述内盖自动错位组件对应,所述内盖过渡组件包括与所述机箱上端面固定的过渡固定架,所述过渡固定架上端设置有过渡治具,所述过渡治具和所述过渡固定架对应设置有通孔,所述过渡固定架下方设置有过渡旋转驱动器,所述内盖位移组件将位于所述内盖自动错位组件内的内盖移动至所述内盖过渡组件的过渡治具内,经所述内盖选向组件确认正确后,所述内盖位移组件将其移动至所述旋转机构上装有外盖的治具内。
9、优选的是,所述内盖自动错位组件包括内盖自动错位固定板和内盖自动错位挡板,所述内盖自动错位固定板上设置有内盖自动错位直线滑轨,所述内盖自动错位直线滑轨上设置有内壳上料治具,所述内壳上料治具上设置有放置腔,所述放置腔朝向所述内盖输送装置的方向为开方式入口,所述内盖自动错位挡板将所述内盖自动错位直线滑轨运行时挡住所述放置腔。
10、优选的是,所述内盖选向组件包括内盖选向支架,所述内盖选向支架上设置有内盖选向升降驱动器,所述内盖选向升降驱动器的驱动端安装有内盖选向横移驱动器,所述内盖选向横移驱动器的驱动端安装有内盖选向连接板,所述内盖选向连接板上安装有内盖选向固定板,所述内盖选向固定板上设置有多个弹簧探针。
11、优选的是,所述内盖位移组件包括内部设置有空腔的内盖位移立柱,且空腔内设置有内盖位移调节组件,所述内盖位移调节组件连接有内盖位移横移驱动器,所述内盖位移横移驱动器连接有内盖位移固定板,所述内盖位移固定板上垂直设置有2个内盖位移直线滑轨,所述内盖位移直线滑轨上设置有内盖位移吸盘。
12、与现有技术相比,通过本实用新型的实施,达到了以下明显的技术效果:
13、本实用新型的喷胶装置将内件和外件进行固定,同时内垫料仓和内垫上料单元实现自动放垫片,无需采用人工方式,从而明显提高产品的生产效率,由于设有取出装置,这样实现自动下料,无需采用人工方式,从而明显提高产品的生产效率。
14、以下将结合附图对本实用新型的构思及产生的技术效果作进一步说明,以充分地了解本实用新型的目的、特征和效果。
技术特征:
1.一种盖体自动组装设备,其特征在于,包括机箱、外壳输送装置和内壳输送装置,所述机箱上设置有旋转装置和围绕所述旋转装置设置的外壳上料装置、喷胶装置、内壳上料装置、打压装置、内垫上料装置、内垫检测装置、取出装置,所述外壳输送装置的前端位于所述外壳上料装置的下方,所述内壳输送装置的前端位于所述内壳上料装置的下方,所述旋转装置包括转盘和旋转驱动单元,所述转盘上设置有以圆为阵列的多个治具,所述外壳输送装置的端头与所述外壳上料装置之间设置有过渡治具。
2.根据权利要求1所述的一种盖体自动组装设备,其特征在于,所述内垫上料装置包括内垫料仓和内垫上料单元,所述内垫料仓包括固定设置于所述机箱上端面的内垫调节底座和内垫送料驱动器,所述内垫送料驱动器上设置有内垫推料板,所述内垫调节底座上设置有料槽固定板,所述料槽固定板上设置设有多根料槽杆用于放置内垫,所述内垫调节底座和所述料槽固定板上对应设置有与内垫外尺寸相同的通孔,所述内垫推料板上设轩有与内垫外尺寸相同的沉孔。
3.根据权利要求2所述的一种盖体自动组装设备,其特征在于,所述内垫上料单元包括固定设置于所述机箱上端面的内垫上料立柱,所述内垫上料立柱为空腔结构,所述内垫上料立柱内设置有内垫上料升降组件,所述内垫上料升降组件连接有内垫上料固定框,所述内垫上料固定框上设置有内垫上料横移驱动器,所述内垫上料横移驱动器上安装有内垫上料升降驱动器,所述内垫上料升降驱动器的下端安装有内垫真空取料组件。
4.根据权利要求1所述的一种盖体自动组装设备,其特征在于,所述外壳输送装置包括外壳输送支架和输送带,所述输送支架的前端设置有外壳输送治具板,所述外壳输送治具板上设置有与外壳外形尺寸相同的定位槽,所述外壳输送治具的侧端面对称设置有护边,对称设置的护边之间形成外壳输送通道。
5.根据权利要求4所述的一种盖体自动组装设备,其特征在于,所述外壳上料装置包括内部设置有空腔的外壳上料立柱,所述外壳上料立柱内安装有外壳调节传动组件,所述外壳调节传动组件上安装有外壳上料横移组件,所述外壳上料横移组件上连接有外壳上料升降组件。
6.根据权利要求5所述的一种盖体自动组装设备,其特征在于,组装设备还包括外壳上料检测装置,所述外壳上料检测装置包括设置在所述机箱上端面的外壳上料检测立柱,所述外壳上料检测立柱内为空腔且安装有外壳上料检测传动组件,所述外壳上料检测传动组件上安装有提升架,所述提升架上安装有检测器;所述外壳上料检测装置还包括设置在所述外壳上料升降组件上的光源。
7.根据权利要求1所述的一种盖体自动组装设备,其特征在于,所述内壳上料装置包括内盖自动错位组件、内盖选向组件、内盖过渡组件和内盖位移组件,所述内壳输送装置的前端与所述内盖自动错位组件对应,所述内盖过渡组件包括与所述机箱上端面固定的过渡固定架,所述过渡固定架上端设置有过渡治具,所述过渡治具和所述过渡固定架对应设置有通孔,所述过渡固定架下方设置有过渡旋转驱动器,所述内盖位移组件将位于所述内盖自动错位组件内的内盖移动至所述内盖过渡组件的过渡治具内,经所述内盖选向组件确认正确后,所述内盖位移组件将其移动至所述旋转装置上装有外盖的治具内。
8.根据权利要求7所述的一种盖体自动组装设备,其特征在于,所述内盖自动错位组件包括内盖自动错位固定板和内盖自动错位挡板,所述内盖自动错位固定板上设置有内盖自动错位直线滑轨,所述内盖自动错位直线滑轨上设置有内壳上料治具,所述内壳上料治具上设置有放置腔,所述放置腔朝向所述内盖输送装置的方向为开方式入口,所述内盖自动错位挡板将所述内盖自动错位直线滑轨运行时挡住所述放置腔。
9.根据权利要求7所述的一种盖体自动组装设备,其特征在于,所述内盖选向组件包括内盖选向支架,所述内盖选向支架上设置有内盖选向升降驱动器,所述内盖选向升降驱动器的驱动端安装有内盖选向横移驱动器,所述内盖选向横移驱动器的驱动端安装有内盖选向连接板,所述内盖选向连接板上安装有内盖选向固定板,所述内盖选向固定板上设置有多个弹簧探针。
10.根据权利要求7所述的一种盖体自动组装设备,其特征在于,所述内盖位移组件包括内部设置有空腔的内盖位移立柱,且空腔内设置有内盖位移调节组件,所述内盖位移调节组件连接有内盖位移横移驱动器,所述内盖位移横移驱动器连接有内盖位移固定板,所述内盖位移固定板上垂直设置有2个内盖位移直线滑轨,所述内盖位移直线滑轨上设置有内盖位移吸盘。
技术总结
本技术提供了一种盖体自动组装设备,包括机箱、外壳输送装置和内壳输送装置,所述机箱上设置有旋转装置和围绕所述旋转装置设置的外壳上料装置、喷胶装置、内壳上料装置、打压装置、内垫上料装置、内垫检测装置、取出装置,所述外壳输送装置的前端位于所述外壳上料装置的下方,所述内壳输送装置的前端位于所述内壳上料装置的下方,所述旋转装置包括转盘和旋转驱动单元,所述转盘上设置有以圆为阵列的多个治具,所述外壳输送装置的端头与所述外壳上料装置之间设置有过渡治具。本技术实现自动上料、组装、下料,无需采用人工方式,从而明显提高产品的生产效率。
技术研发人员:潘华,殷作义,张春喜
受保护的技术使用者:苏州圣达生机电设备有限公司
技术研发日:20230331
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!