一种燃气涡轮轴承座数铣夹具的制作方法
本技术涉及机械加工工装,具体地说,涉及一种燃气涡轮轴承座数铣夹具。
背景技术:
1、燃气涡轮轴承座是燃气涡轮发动机中的重要零部件,燃气涡轮轴承座工作在高温环境中,装在承力机匣内部,通过管接座组件与外界实现供油、回油和通气等物质交换,对于燃气涡轮轴承座的精度要求极高,特别是各管接座组件安装孔的位置度和中心到安装边的距离,如发生偏移或大小不合格等情况则会对通过孔的流量及流向产生极大影响,从而降低了发动机的功率及使用寿命。
2、而常规的加工方案是自定心软爪内撑装夹,然后每件都要用千分表校正零件,费时费力,且这样的装夹方式由于零件的材质(k4163铸造高温合金)、重量(3.5kg)、最薄处壁厚(2.5mm)、切削负载等原因在加工过程中经常使零件产生偏移和让刀的情况而造成零件合格率较低,因此为保证零件的加工精度,有必要设计一种燃气涡轮轴承座多轴数铣夹具。
技术实现思路
1、本实用新型的目的在于提供一种燃气涡轮轴承座数铣夹具,以解决上述背景技术中提出的常规的加工方案是自定心软爪内撑装夹,然后每件都要用千分表校正零件,费时费力,且这样的装夹方式由于零件的材质(k4163铸造高温合金)、重量(3.5kg)、最薄处壁厚(2.5mm)、切削负载等原因在加工过程中经常使零件产生偏移和让刀的情况而造成零件合格率较低问题。
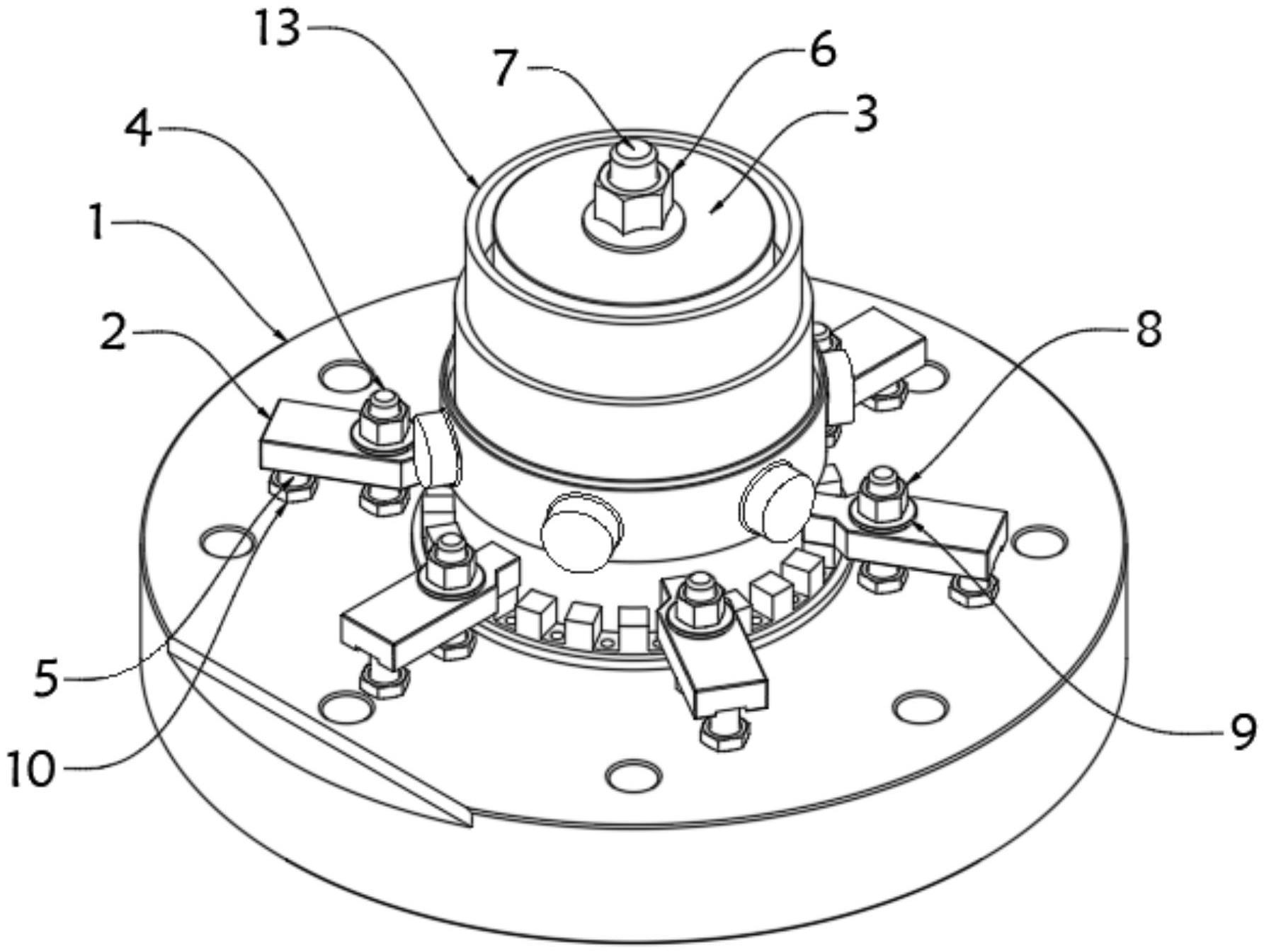
2、为实现上述目的,本实用新型提供了一种燃气涡轮轴承座数铣夹具,包括法兰盘,所述法兰盘的顶部中间设置有燃气蜗轮轴承座,所述法兰盘的顶部位于燃气蜗轮轴承座的外侧安装有若干压板,所述压板通过第一螺杆和第二螺杆安装在法兰盘上,所述法兰盘的顶部中间处安装有第三螺杆,所述第三螺杆的顶部安装有上压板,所述法兰盘的顶部中间一体成型安装有凸台,凸台的顶部和侧面用于将燃气蜗轮轴承座的底部定位支撑。
3、作为优选,所述法兰盘的顶部一侧设置有夹具角向校正定位面。
4、作为优选,所述第一螺杆的顶部位于压板的上表面处安装有第一螺母和平垫,所述由第一螺母和平垫锁紧压板,进而将燃气蜗轮轴承座紧固安装于法兰盘上。
5、作为优选,所述第二螺杆的顶端焊接在压板的底部表面,所述第一螺杆和第二螺杆的底端安装在法兰盘上,所述第一螺杆和第二螺杆的底端外侧安装有第二螺母,通过所述第二螺母将第一螺杆和第二螺杆紧固于法兰盘上。
6、作为优选,所述第三螺杆的顶部位于上压板的上方处安装有法兰螺母。
7、作为优选,所述第三螺杆的底部位于法兰盘的上表面处安装有第三螺母,所述第三螺母、上压板、第三螺杆、法兰螺母组成的组件辅助压紧燃气蜗轮轴承座来防止加工过程中垂直方向的偏移。
8、作为优选,所述法兰盘的顶部表面靠近燃气蜗轮轴承座的底部定位孔处安装有定位销,所述定位销过盈配合于法兰盘上作角向定位。
9、与现有技术相比,本实用新型的有益效果:
10、1、该燃气涡轮轴承座数铣夹具中,由于装夹方法的改进,使装夹更牢固、刀具避让空间更大,所以可以将原使用的两种规格刀具改为可更换刀片的φ16r0.8圆鼻机夹刀,这样刀具直径更大、刚性更好,可以采用比较激进的铣削参数,达到缩短进退刀距离、增加背吃刀量,从而达到缩短加工时间的目的。因可更换刀片,只需要换好刀片直接加工即可,所以节省了频繁换刀对刀的时间。
11、2、该燃气涡轮轴承座数铣夹具中,在验证加工时对燃气涡轮轴承座上六处管接座组件安装孔的切削三要素进行相应的调整,背吃刀量有效提高,其余要素则需要降低,由于切削三要素的改变可使零件加工时间大幅缩短。
技术特征:
1.一种燃气涡轮轴承座数铣夹具,包括法兰盘(1),其特征在于:所述法兰盘(1)的顶部中间设置有燃气蜗轮轴承座(13),所述法兰盘(1)的顶部位于燃气蜗轮轴承座(13)的外侧安装有若干压板(2),所述压板(2)通过第一螺杆(4)和第二螺杆(5)安装在法兰盘(1)上,所述法兰盘(1)的顶部中间处安装有第三螺杆(7),所述第三螺杆(7)的顶部安装有上压板(3),所述法兰盘(1)的顶部中间一体成型安装有凸台,凸台的顶部和侧面用于将燃气蜗轮轴承座(13)的底部定位支撑。
2.根据权利要求1所述的燃气涡轮轴承座数铣夹具,其特征在于:所述法兰盘(1)的顶部一侧设置有夹具角向校正定位面(101)。
3.根据权利要求1所述的燃气涡轮轴承座数铣夹具,其特征在于:所述第一螺杆(4)的顶部位于压板(2)的上表面处安装有第一螺母(8)和平垫(9),由所述第一螺母(8)和平垫(9)锁紧压板(2),进而将燃气蜗轮轴承座(13)紧固安装于法兰盘(1)上。
4.根据权利要求1所述的燃气涡轮轴承座数铣夹具,其特征在于:所述第二螺杆(5)的顶端焊接在压板(2)的底部表面,所述第一螺杆(4)和第二螺杆(5)的底端安装在法兰盘(1)上,所述第一螺杆(4)和第二螺杆(5)的底端外侧安装有第二螺母(10),通过所述第二螺母(10)将第一螺杆(4)和第二螺杆(5)紧固于法兰盘(1)上。
5.根据权利要求1所述的燃气涡轮轴承座数铣夹具,其特征在于:所述第三螺杆(7)的顶部位于上压板(3)的上方处安装有法兰螺母(6)。
6.根据权利要求4所述的燃气涡轮轴承座数铣夹具,其特征在于:所述第三螺杆(7)的底部位于法兰盘(1)的上表面处安装有第三螺母(12),所述第三螺母(12)、上压板(3)、第三螺杆(7)、法兰螺母(6)组成的组件辅助压紧燃气蜗轮轴承座(13)来防止加工过程中垂直方向的偏移。
7.根据权利要求1所述的燃气涡轮轴承座数铣夹具,其特征在于:所述法兰盘(1)的顶部表面靠近燃气蜗轮轴承座(13)的底部定位孔处安装有定位销(11),所述定位销(11)过盈配合于法兰盘(1)上作角向定位。
技术总结
本技术涉及机械加工工装技术领域,具体为一种燃气涡轮轴承座数铣夹具,包括法兰盘,法兰盘的顶部中间设置有燃气蜗轮轴承座,法兰盘的顶部位于燃气蜗轮轴承座的外侧安装有若干压板,压板通过第一螺杆和第二螺杆安装在法兰盘上,法兰盘的顶部中间处安装有第三螺杆,第三螺杆的顶部安装有上压板,法兰盘的顶部中间一体成型安装有凸台,凸台的顶部和侧面用于将燃气蜗轮轴承座的底部定位支撑。该燃气涡轮轴承座数铣夹具中,由于装夹方法的改进,使装夹更牢固、刀具避让空间更大,可以采用比较激进的铣削参数,达到缩短进退刀距离、增加背吃刀量,从而达到缩短加工时间的目的。节省了频繁换刀对刀的时间。
技术研发人员:许珍珉,陈衍祥,陈小松,舒美娜,袁红玉,旷礼
受保护的技术使用者:株洲瀚捷航空科技有限公司
技术研发日:20230331
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!