超精密气检后拉内夹三爪卡盘的制作方法
本技术涉及机械加工,尤其涉及超精密气检后拉内夹三爪卡盘。
背景技术:
1、车床是主要用车刀对旋转的工件进行车削加工的机床,在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工,卧式车床由于具有加工对象广、主轴转速和进给量的调整范围大、能加工工件的内外表面、端面和内外螺纹等优点,是车床中应用最为广泛的一种,约占车床类总数的65%,因此,对卧式车床的合理设计和改进对于提高工件的加工品质意义重大,三爪卡盘作为卧式车床上的重要组成部分,其主要是利用均布在卡盘体上的三个活动卡爪的径向移动将工件夹紧和定位。
2、但是目前市面上常见的都是平移锲型三爪卡盘,在使用时具有一定的不足之处:1、高转速加工时离心力比较大影响精度;2、平移式爪子夹紧工件时会往上翘,因此针对以上不足,提出了超精密气检后拉内夹三爪卡盘。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的超精密气检后拉内夹三爪卡盘。
2、为了实现上述目的,本实用新型采用了如下技术方案:超精密气检后拉内夹三爪卡盘,包括本体,所述本体的内部设置有角度定位销,所述本体的内部设置有钢珠一,所述钢珠一的外部设置有弹簧一,所述弹簧一的另一侧固定连接有无头螺丝,所述本体的右侧设置有拉杆螺丝,所述本体的内部设置有柱塞,所述柱塞的右侧设置有弹簧二,所述弹簧二的右侧设置有钢珠二。
3、作为上述技术方案的进一步描述:
4、所述本体的内部左侧设置有多个主爪,所述本体的左侧固定连接有防尘盖,所述本体的右侧固定连接有盖板。
5、作为上述技术方案的进一步描述:
6、多个所述柱塞的外侧一端设置在主爪的内侧,所述柱塞的外侧另一端设置在角度定位销的内部,所述柱塞的外侧右部设置在盖板的中部。
7、作为上述技术方案的进一步描述:
8、所述柱塞的内部右侧螺纹连接有拉杆螺丝。
9、作为上述技术方案的进一步描述:
10、所述拉杆螺丝的外部螺纹连接有锁紧螺母。
11、作为上述技术方案的进一步描述:
12、所述锁紧螺母的左侧设置在本体的右侧。
13、作为上述技术方案的进一步描述:
14、所述钢珠一的外部一侧设置在主爪的外侧。
15、本实用新型具有如下有益效果:
16、本实用新型中,通过连接油缸、气缸等动力源,在角度定位销、钢珠一、弹簧一、无头螺丝、拉杆螺丝、弹簧二、柱塞和钢珠二的配合下,实现了在对工件夹紧时不会带动工件上翘,同时保证了在高转速加工时离心力比较大时不会影响精度,能够准确定位零件的夹持位置。
技术特征:
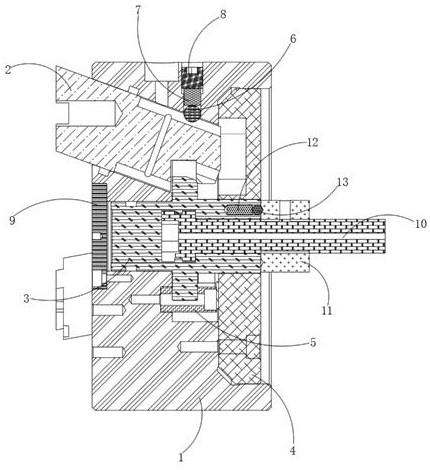
1.超精密气检后拉内夹三爪卡盘,包括本体(1),其特征在于:所述本体(1)的内部设置有角度定位销(5),所述本体(1)的内部设置有钢珠一(6),所述钢珠一(6)的外部设置有弹簧一(7),所述弹簧一(7)的另一侧固定连接有无头螺丝(8),所述本体(1)的右侧设置有拉杆螺丝(10),所述本体(1)的内部设置有柱塞(3),所述柱塞(3)的右侧设置有弹簧二(12),所述弹簧二(12)的右侧设置有钢珠二(13)。
2.根据权利要求1所述的超精密气检后拉内夹三爪卡盘,其特征在于:所述本体(1)的内部左侧设置有多个主爪(2),所述本体(1)的左侧固定连接有防尘盖(9),所述本体(1)的右侧固定连接有盖板(4)。
3.根据权利要求1所述的超精密气检后拉内夹三爪卡盘,其特征在于:多个所述柱塞(3)的外侧一端设置在主爪(2)的内侧,所述柱塞(3)的外侧另一端设置在角度定位销(5)的内部,所述柱塞(3)的外侧右部设置在盖板(4)的中部。
4.根据权利要求1所述的超精密气检后拉内夹三爪卡盘,其特征在于:所述柱塞(3)的内部右侧螺纹连接有拉杆螺丝(10)。
5.根据权利要求4所述的超精密气检后拉内夹三爪卡盘,其特征在于:所述拉杆螺丝(10)的外部螺纹连接有锁紧螺母(11)。
6.根据权利要求5所述的超精密气检后拉内夹三爪卡盘,其特征在于:所述锁紧螺母(11)的左侧设置在本体(1)的右侧。
7.根据权利要求1所述的超精密气检后拉内夹三爪卡盘,其特征在于:所述钢珠一(6)的外部一侧设置在主爪(2)的外侧。
技术总结
本技术涉及机械加工技术领域,公开了超精密气检后拉内夹三爪卡盘,包括本体,所述本体的内部设置有角度定位销,所述本体的内部设置有钢珠一,所述钢珠一的外部设置有弹簧一,所述弹簧一的另一侧固定连接有无头螺丝,所述本体的右侧设置有拉杆螺丝,所述本体的内部设置有柱塞,所述柱塞的右侧设置有弹簧二,所述弹簧二的右侧设置有钢珠二,所述本体的内部左侧设置有多个主爪,所述本体的左侧固定连接有防尘盖,所述本体的右侧固定连接有盖板。本技术中,实现了在对工件夹紧时不会带动工件上翘,同时保证了在高转速加工时离心力比较大时不会影响精度,能够准确定位零件的夹持位置。
技术研发人员:丁勇
受保护的技术使用者:东莞世弘机械科技有限公司
技术研发日:20230403
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!