一种焊接工装翻转避位型内撑夹紧机构的制作方法
本技术涉及一种工装结构,具体涉及一种焊接工装翻转避位型内撑夹紧机构。
背景技术:
1、在对汽车钣金件进行焊接过程中,由于汽车钣金件为曲面的不规则结构件,并且需要固定的汽车钣金件内侧具有连接座、螺钉座等部件,因此在内撑装夹时,需要进行避位,从而避免结构干涉。
2、现有技术如专利号为:201921032608.7,公告号为:cn210281208u,名称为《焊接装置》的中国实用新型专利,记载了以下技术方案:“一种焊接装置,包括焊接平台、传输机构、焊接机构、以及驱动焊接机构靠近或远离焊接平台的避位驱动机构,焊接平台用于承接端引线,传输机构用于承接电池串,焊接时,电池串具有待焊接部分的一端置于焊接平台上,且电池串待焊接的部分与端引线待焊接的部分贴合,避位驱动机构驱动焊接机构靠近焊接平台,便于焊接机构焊接电池串与端引线贴合的部分;焊接结束,避位驱动机构驱动焊接机构远离焊接平台,便于新的、待焊接的端引线和电池串上料。焊接平台包括焊台和避位组件,避位组件连接并驱动焊台运动,以使得焊台用于承接端引线的承接面靠近或远离传输机构用于承接电池串的传输面”。
3、上述方案通过避位驱动机构能够驱动焊接机构远离焊接平台,便于新的、待焊接的端引线置于焊接平台上,而新的、待焊接的电池串置于传输机构上,实现上料;待新的电池串待焊接部分贴合端引线待焊接部分于焊接平台上,避位驱动机构再驱动焊接机构靠近焊接平台,实现焊接。
4、上述方案利用避位驱动机构可实现一定的避位效果,但是其避位方式为避位驱动件驱动焊接机构在水平面内旋转,对于汽车钣金件内部来说,并没有足够的空间可供水平旋转式的避位,因此需要设计一种狭小空间的小行程避位结构。
技术实现思路
1、本实用新型的目的是:
2、设计一种焊接工装翻转避位型内撑夹紧机构,可在汽车钣金件放入后,部分结构进行翻转避位,并在水平移动到位后复位进行支撑定位,实现汽车钣金件的内撑式定位装夹。
3、为了实现上述目的,本实用新型提供如下的技术方案:
4、一种焊接工装翻转避位型内撑夹紧机构,包括底架、滑动板、支撑架、避位座、气缸、活动压块以及快拔插销;所述滑动板与底架上端的滑轨活动连接,所述支撑架位于滑动板顶部,并且支撑架的顶部设置有支撑座;所述支撑座上设置有上定位孔和下定位孔;所述避位座与支撑座侧面的侧铰座铰接,所述气缸的缸体与避位座铰接、活塞杆的末端设置有翻转臂,所述活动压块与翻转臂的末端铰接;所述快拔插销位于上定位孔或者下定位孔内,并且快拔插销贯穿避位座上的通孔。
5、进一步的,所述滑轨水平设置在底架上,所述滑动板具体通过滑块与滑轨活动连接;所述滑动板的侧面设置有定位插销,并且定位插销与底架上的插块相对应。
6、进一步的,所述支撑座上的上定位孔和下定位孔的轴线均水平设置,并且上定位孔位于下定位孔的上方;所述侧铰座位于支撑座侧下方。
7、进一步的,所述避位座呈板状并且具体呈连续折弯状,所述避位座的底端与侧铰座铰接、中段位于支撑座内。
8、进一步的,所述气缸具体与避位座远离侧铰座的一端铰接,所述翻转臂位于避位座的上方,并且翻转臂与避位座顶部铰接。
9、进一步的,所述避位座上设置有侧定位块和底定位块,所述活动压块与侧定位块和底定位块的上下位置相对应。
10、进一步的,所述活动压块包括块体、上弧块以及下弧镶部;所述块体呈l形,所述上弧块和下弧镶部均呈弧形并且分别位于块体的两端处。
11、本实用新型的有益效果为:
12、一种焊接工装翻转避位型内撑夹紧机构,设计有滑动板、定位插销、支撑座、侧铰座、避位座、气缸、翻转臂、活动压块以及快拔插销,可在汽车钣金件放入后,避位座向下小角度翻转避位,滑动板沿滑轨水平滑动,支撑座水平移动到位后,避位座向上小角度翻转对汽车钣金件内部进行支撑定位,气缸驱动翻转臂对汽车钣金件外部进行压紧,实现汽车钣金件的内撑式定位装夹,在狭小空间内避免结构干涉。
技术特征:
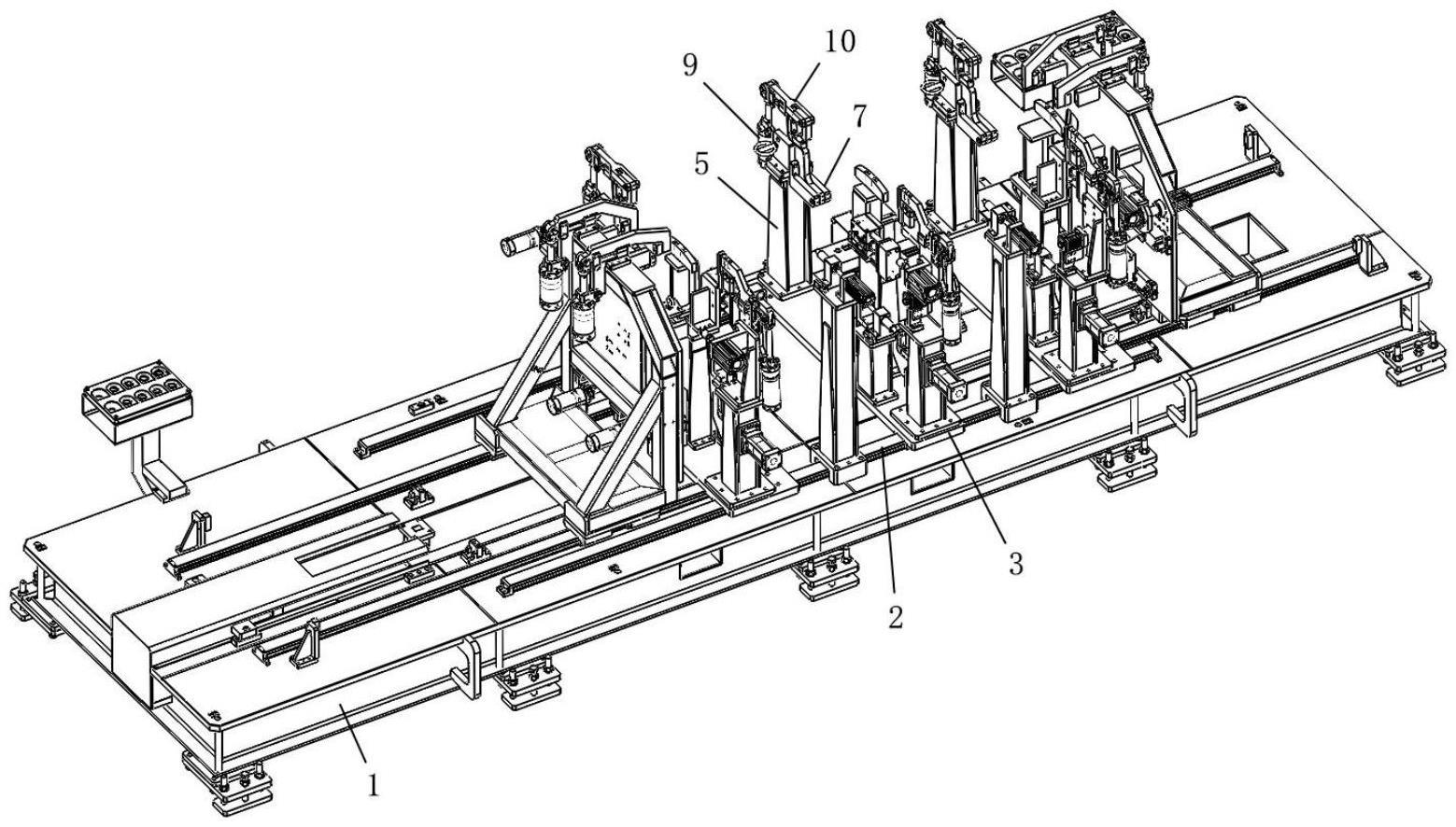
1.一种焊接工装翻转避位型内撑夹紧机构,其特征在于:包括底架(1)、滑动板(3)、支撑架(5)、避位座(8)、气缸(9)、活动压块(11)以及快拔插销(14);所述滑动板(3)与底架(1)上端的滑轨(2)活动连接,所述支撑架(5)位于滑动板(3)顶部,并且支撑架(5)的顶部设置有支撑座(6);所述支撑座(6)上设置有上定位孔(61)和下定位孔(62);所述避位座(8)与支撑座(6)侧面的侧铰座(7)铰接,所述气缸(9)的缸体与避位座(8)铰接、活塞杆的末端设置有翻转臂(10),所述活动压块(11)与翻转臂(10)的末端铰接;所述快拔插销(14)位于上定位孔(61)或者下定位孔(62)内,并且快拔插销(14)贯穿避位座(8)上的通孔。
2.根据权利要求1所述的一种焊接工装翻转避位型内撑夹紧机构,其特征在于:所述滑轨(2)水平设置在底架(1)上,所述滑动板(3)具体通过滑块与滑轨(2)活动连接;所述滑动板(3)的侧面设置有定位插销(4),并且定位插销(4)与底架(1)上的插块相对应。
3.根据权利要求2所述的一种焊接工装翻转避位型内撑夹紧机构,其特征在于:所述支撑座(6)上的上定位孔(61)和下定位孔(62)的轴线均水平设置,并且上定位孔(61)位于下定位孔(62)的上方;所述侧铰座(7)位于支撑座(6)侧下方。
4.根据权利要求3所述的一种焊接工装翻转避位型内撑夹紧机构,其特征在于:所述避位座(8)呈板状并且具体呈连续折弯状,所述避位座(8)的底端与侧铰座(7)铰接、中段位于支撑座(6)内。
5.根据权利要求4所述的一种焊接工装翻转避位型内撑夹紧机构,其特征在于:所述气缸(9)具体与避位座(8)远离侧铰座(7)的一端铰接,所述翻转臂(10)位于避位座(8)的上方,并且翻转臂(10)与避位座(8)顶部铰接。
6.根据权利要求5所述的一种焊接工装翻转避位型内撑夹紧机构,其特征在于:所述避位座(8)上设置有侧定位块(12)和底定位块(13),所述活动压块(11)与侧定位块(12)和底定位块(13)的上下位置相对应。
7.根据权利要求6所述的一种焊接工装翻转避位型内撑夹紧机构,其特征在于:所述活动压块(11)包括块体(111)、上弧块(112)以及下弧镶部(113);所述块体(111)呈l形,所述上弧块(112)和下弧镶部(113)均呈弧形并且分别位于块体(111)的两端处。
技术总结
本技术涉及一种焊接工装翻转避位型内撑夹紧机构,包括底架、滑动板、支撑架、避位座、气缸、活动压块以及快拔插销;所述滑动板与底架上端的滑轨活动连接,所述支撑架位于滑动板顶部,并且支撑架的顶部设置有支撑座;所述支撑座上设置有上定位孔和下定位孔;所述避位座与支撑座侧面的侧铰座铰接,所述气缸的缸体与避位座铰接、活塞杆的末端设置有翻转臂,所述活动压块与翻转臂的末端铰接;所述快拔插销位于上定位孔或者下定位孔内,并且快拔插销贯穿避位座上的通孔。本技术可在汽车钣金件放入后,部分结构进行翻转避位,并在水平移动到位后复位进行支撑定位,适用于狭小环境,实现汽车钣金件的内撑式定位装夹。
技术研发人员:徐小明,秦想,张旭
受保护的技术使用者:昆山派鸿汽车装备制造有限公司
技术研发日:20230403
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!