一种保护罩拉深成型模具的制作方法
本技术涉及塑性加工,具体为一种保护罩拉深成型模具。
背景技术:
1、航天技术是现代科学技术的结晶,它以基础科学和技术科学为基础,汇集了20世纪许多工程技术的新成就。力学、热力学、材料学、医学、电子技术、光电技术、自动控制、喷气推进、计算机、真空技术、低温技术、半导体技术、制造工艺学等对航天技术的发展起了重要作用;
2、如公告号为cn205393276u的运载火箭保护罩充液拉深成形模具的专利,包括凸模和凹模,所述的凹模为充液室,所述的凸模位于压边圈内,所述的压边圈位于充液室上方;所述的凸模上方设有连接块。利用充液室取代凹模,且承受内压作用,应力状态为径向受压、切向受拉,充液室腔和凸模之间保留间隙,凸模嵌入压边圈中,工作面与板料接触,通过施加载荷作用于板料上,提供充液拉深成形所需的压边力,防止板料失稳起皱;成形过程中凸模与板料嵌入其中,通过施加液室压力,提供充液拉深成形所需的液室压力。
3、上述方案解决了锥形件、曲面零件普通拉深中悬空段容易产生的内皱缺陷,壁厚不均匀性的问题,但是在对板料进行加工完成后,板料与凹模紧密接触,这时需要工作人员将板料从凹模抠出,这时板料的取出较为费时费力,从而增加了工作人员的劳动强度。
技术实现思路
1、针对上述背景技术中对现有技术存在板料与凹模紧密接触,这时需要工作人员将板料抠出,这时板料的取出较为费时费力,并且增加了工作人员的劳动强度的不足和缺陷,本实用新型提供一种保护罩拉深成型模具。
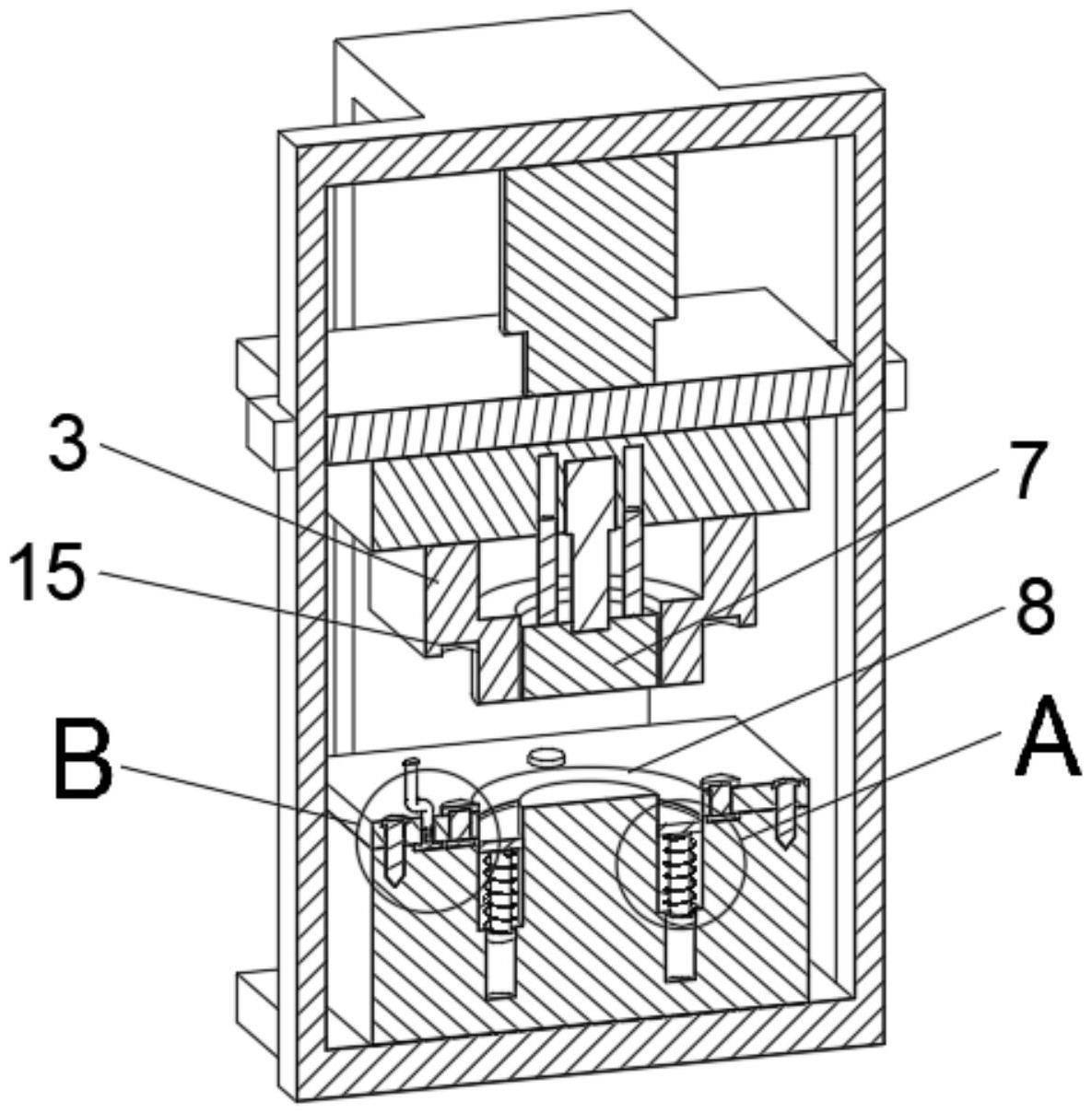
2、本实用新型公开的一种保护罩拉深成型模具,包括支架,所述支架下端安装有下模具,所述下模具的上方设置有上模具,所述上模具通过液压缸与所述支架上端固定连接,所述下模具上设置有成型槽,所述成型槽内设置有推板,所述推板与所述成型槽侧壁滑动连接,所述推板的下端与所述成型槽之间设置有多个弹簧,所述上模具的中部设置有压块,所述压块与所述上模具滑动连接。
3、进一步的,所述成型槽的下端设置有多个限位槽,所述限位槽数量与弹簧的数量相同,所述弹簧的设置有连接杆,所述连接杆的一端与所述推板下端固定连接,另一端与所述限位槽滑动安装连接。
4、进一步的,所述下模具上端设置有固定板,所述固定板通过螺栓与所述下模具固定连接,所述固定板上设置有多个固定轴,所述固定轴上安装有定位板,所述定位板的上方所述上模具的下端相对应的位置设置有定位孔。
5、进一步的,所述定位板设置成椭圆形,且所述固定轴的下端固定安装有第一齿轮,所述第一齿轮的一侧设置有同步件。
6、进一步的,同步件包括齿圈,所述齿圈设置在所述第一齿轮的外侧,且与所述第一齿轮啮合传动,所述第一齿轮的一侧设置有第二齿轮,所述第二齿轮与所述齿圈的外侧啮合传动。
7、进一步的,所述第二齿轮上设置有方形槽,方形槽内设置有把手,所述把手与所述固定板转动连接。
8、进一步的,所述压块与所述上模具之间设置有空隙,空隙为板料的厚度。
9、与现有技术相比,本实用新型的有益效果如下:
10、1、本实用新型通过设置有推板,弹簧等部件,在对板料进行加工的同时,通过推板部件与弹簧板件之间的相互配合,使得在板料在成型槽内拉伸成型的同时对推板施加压力,同时弹簧开始蓄力,当板料加工成型后,在板料上的压力撤销后,弹簧释力从而达到通过推动推板移动将成型板料推出成型槽的目的方便工人员的直接取走。
11、2、本实用新型通过设置有定位板,第一齿轮,齿圈等部件,在对板料进行定位时,通过齿圈与第一齿轮之间的相互配合,通过驱动齿圈转动,齿圈带动多个第一齿轮同步转动,从而使得定位板的角度改变,这时能够对不同大小的板料进行定位,使得装置的定位范围更广。
技术特征:
1.一种保护罩拉深成型模具,包括支架(1),其特征在于:所述支架(1)下端安装有下模具(2),所述下模具(2)的上方设置有上模具(3),所述上模具(3)通过液压缸(4)与所述支架(1)上端固定连接,所述下模具(2)上设置有成型槽(8),所述成型槽(8)内设置有推板(9),所述推板(9)与所述成型槽(8)侧壁滑动连接,所述推板(9)的下端与所述成型槽(8)之间设置有多个弹簧(10),所述上模具(3)的中部设置有压块(7),所述压块(7)与所述上模具(3)滑动连接。
2.根据权利要求1所述的一种保护罩拉深成型模具,其特征在于:所述成型槽(8)的下端设置有多个限位槽(12),所述限位槽(12)数量与弹簧(10)的数量相同,所述弹簧(10)的设置有连接杆(11),所述连接杆(11)的一端与所述推板(9)下端固定连接,另一端与所述限位槽(12)滑动安装连接。
3.根据权利要求1所述的一种保护罩拉深成型模具,其特征在于:所述下模具(2)上端设置有固定板(5),所述固定板(5)通过螺栓(6)与所述下模具(2)固定连接,所述固定板(5)上设置有多个固定轴(13),所述固定轴(13)上安装有定位板(14),所述定位板(14)的上方所述上模具(3)的下端相对应的位置设置有定位孔(15)。
4.根据权利要求3所述的一种保护罩拉深成型模具,其特征在于:所述定位板(14)设置成椭圆形,且所述固定轴(13)的下端固定安装有第一齿轮(16),所述第一齿轮(16)的一侧设置有同步件。
5.根据权利要求4所述的一种保护罩拉深成型模具,其特征在于:同步件包括齿圈(17),所述齿圈(17)设置在所述第一齿轮(16)的外侧,且与所述第一齿轮(16)啮合传动,所述第一齿轮(16)的一侧设置有第二齿轮(18),所述第二齿轮(18)与所述齿圈(17)的外侧啮合传动。
6.根据权利要求5所述的一种保护罩拉深成型模具,其特征在于:所述第二齿轮(18)上设置有方形槽,方形槽内设置有把手(19),所述把手(19)与所述固定板(5)转动连接。
7.根据权利要求1所述的一种保护罩拉深成型模具,其特征在于:所述压块(7)与所述上模具(3)之间设置有空隙,空隙为板料的厚度。
技术总结
本技术公开了一种保护罩拉深成型模具,涉及塑性加工技术领域,具体包括支架,支架下端安装有下模具,下模具的上方设置有上模具,上模具通过液压缸与支架上端固定连接,下模具上设置有成型槽,成型槽内设置有推板,推板与成型槽侧壁滑动连接,推板的下端与成型槽之间设置有多个弹簧,上模具的中部设置有压块,压块与上模具滑动连接,在对板料进行加工的同时,通过推板部件与弹簧板件之间的相互配合,使得在板料在成型槽内拉伸成型的同时对推板施加压力,同时弹簧开始蓄力,当板料加工成型后,在板料上的压力撤销后,弹簧释力从而达到通过推动推板移动将成型板料推出成型槽的目的方便工人员的直接取走。
技术研发人员:周舟,阮苏华,肖志涛,潘云龙
受保护的技术使用者:武汉航鑫电子科技有限公司
技术研发日:20230329
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!