除霜盖板卡扣装配工装的制作方法
本申请属于装配工装,更具体地,涉及除霜盖板卡扣装配工装。
背景技术:
1、在汽车研发过程中,会设计相对应匹配的除霜盖板用作与汽车仪表配合使用,汽车的除霜盖板不仅提升整个汽车内饰的美观型,且在导流汽车空调释放的气流时,起到更加重要的作用,目前部分除霜盖板上设有二十个卡座,需要人工把卡扣安装到卡座上,由于卡座数量过多,且卡扣拉拔力很大,长期人工安装会造成人得手腕损伤,且人工安装存在疲劳性,无法保证卡扣安装的稳定性,人工安装容易漏安装。
技术实现思路
1、为解决上述技术中存在的缺陷,本申请提供了除霜盖板卡扣装配工装,其实质在于改善目前部分除霜盖板上设有二十个卡座,需要人工把卡扣安装到卡座上,由于卡座数量过多,且卡扣拉拔力很大,长期人工安装会造成人得手腕损伤,且人工安装存在疲劳性,无法保证卡扣安装的稳定性,人工安装容易漏安装的问题。
2、为实现上述目的,本申请的技术方案如下:
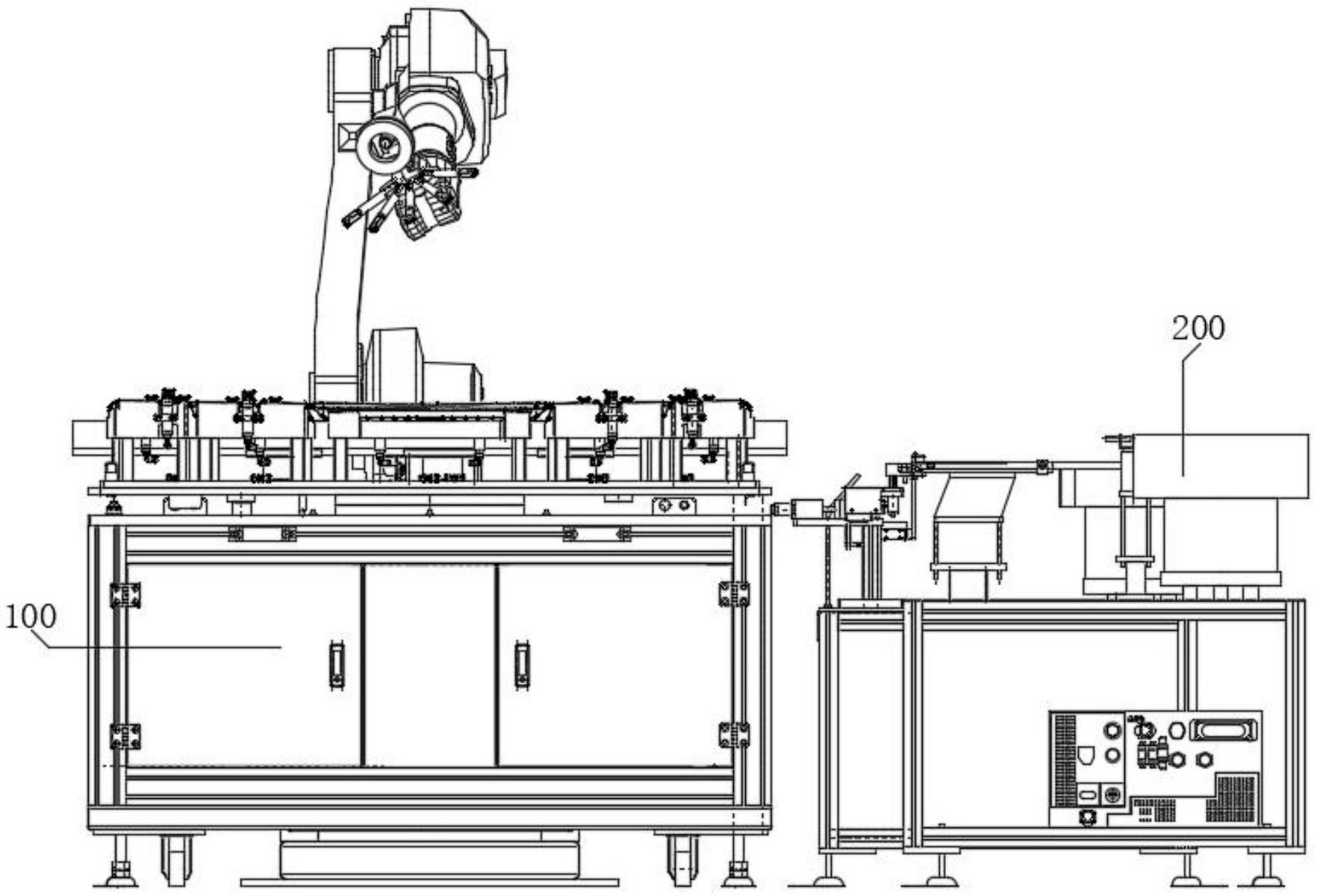
3、除霜盖板卡扣装配工装包括固定组件和装配组件。
4、所述固定组件包括:方位调节部和卡合部,所述卡合部设置在所述方位调节部上。
5、所述装配组件包括组装部和上料部,所述组装部设置在所述方位调节部上,所述上料部设置在所述方位调节部旁,所述组装部和所述上料部相对应设置。
6、在上述实现过程中,所述方位调节部包括第一机架、电机和工作台,所述电机固定在所述第一机架内,所述电机的输出轴上端固定在所述工作台的下表面上。
7、在上述实现过程中,所述方位调节部还包括自锁万向轮,所述自锁万向轮固定在所述第一机架的下表面上。
8、在上述实现过程中,所述卡合部包括支撑座和盖板,所述支撑座固定在所述工作台上,所述盖板卡合在所述支撑座上。
9、在上述实现过程中,所述支撑座设置有两个,两个所述支撑座相对应设置。
10、在上述实现过程中,所述卡合部还包括回转气缸和压头,所述回转气缸固定在所述支撑座上,所述压头固定在所述回转气缸的活塞杆上。
11、在上述实现过程中,所述组装部包括第二机架、机械手、夹爪气缸和视觉检测机构,所述第二机架固定在所述第一机架的侧面,所述机械手固定在所述第二机架上,所述夹爪气缸和所述视觉检测机构均设置在所述机械手上,所述夹爪气缸和所述视觉检测机构相对应设置。
12、在上述实现过程中,所述上料部包括第三机架和上料翻整机构,所述上料翻整机构设置在所述第三机架上,所述机械手和所述上料翻整机构相对应设置。
13、本申请与现有技术相比,具有以下优点:
14、使用时,把盖板插入到支撑座上,回转气缸工作,回转气缸的活塞杆旋转后下移,带动压头压合在盖板上,使盖板被锁紧在支撑座上,电机工作,电机输出轴的转动带动盖板旋转一百八十度,机械手工作,机械手带动夹爪气缸把上料翻整机构上规整后的卡扣夹持固定住,之后机械手把卡扣安装到盖板上的卡座上,机械手带动视觉检测机构对卡扣的安装一致性、是否漏装和是否装偏进行检测,按照上述步骤直到装配完成为止,该除霜盖板卡扣装配工装使用机械手和视觉检测机构进行安装,使产品安装的一致性与稳定性高,且有效的防止产品漏件与装偏。
技术特征:
1.除霜盖板卡扣装配工装,其特征在于,包括:
2.根据权利要求1所述的除霜盖板卡扣装配工装,其特征在于,所述方位调节部(110)包括第一机架(111)、电机(112)和工作台(113),所述电机(112)固定在所述第一机架(111)内,所述电机(112)的输出轴上端固定在所述工作台(113)的下表面上。
3.根据权利要求2所述的除霜盖板卡扣装配工装,其特征在于,所述方位调节部(110)还包括自锁万向轮(114),所述自锁万向轮(114)固定在所述第一机架(111)的下表面上。
4.根据权利要求2所述的除霜盖板卡扣装配工装,其特征在于,所述卡合部(120)包括支撑座(121)和盖板(122),所述支撑座(121)固定在所述工作台(113)上,所述盖板(122)卡合在所述支撑座(121)上。
5.根据权利要求4所述的除霜盖板卡扣装配工装,其特征在于,所述支撑座(121)设置有两个,两个所述支撑座(121)相对应设置。
6.根据权利要求4所述的除霜盖板卡扣装配工装,其特征在于,所述卡合部(120)还包括回转气缸(123)和压头(124),所述回转气缸(123)固定在所述支撑座(121)上,所述压头(124)固定在所述回转气缸(123)的活塞杆上。
7.根据权利要求2所述的除霜盖板卡扣装配工装,其特征在于,所述组装部(210)包括第二机架(211)、机械手(212)、夹爪气缸(213)和视觉检测机构(214),所述第二机架(211)固定在所述第一机架(111)的侧面,所述机械手(212)固定在所述第二机架(211)上,所述夹爪气缸(213)和所述视觉检测机构(214)均设置在所述机械手(212)上,所述夹爪气缸(213)和所述视觉检测机构(214)相对应设置。
8.根据权利要求7所述的除霜盖板卡扣装配工装,其特征在于,所述上料部(220)包括第三机架(221)和上料翻整机构(222),所述上料翻整机构(222)设置在所述第三机架(221)上,所述机械手(212)和所述上料翻整机构(222)相对应设置。
技术总结
本申请公开了除霜盖板卡扣装配工装,属于装配工装技术领域。该除霜盖板卡扣装配工装包括固定组件和装配组件。所述固定组件包括:方位调节部和卡合部,所述卡合部设置在所述方位调节部上,所述装配组件包括组装部和上料部,所述组装部设置在所述方位调节部上,使用时,机械手带动夹爪气缸把上料翻整机构上规整后的卡扣夹持固定住,之后机械手把卡扣安装到盖板上的卡座上,机械手带动视觉检测机构对卡扣的安装一致性、是否漏装和是否装偏进行检测,按照上述步骤直到装配完成为止,该除霜盖板卡扣装配工装使用机械手和视觉检测机构进行安装,使产品安装的一致性与稳定性高,且有效的防止产品漏件与装偏。
技术研发人员:唐庆华,吴鶄
受保护的技术使用者:长春中拓模塑科技有限公司
技术研发日:20230404
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!