一种磁铁压合治具的制作方法
本技术涉及磁铁组装设备,具体为一种磁铁压合治具。
背景技术:
1、磁铁组装需要人员将块状、片状或者柱状结构的磁铁压合在工件中以作为整体使用,传统操作需要人员手持工具将磁铁敲入到工件中,手动加工效率低,且不良率也较高。
技术实现思路
1、本实用新型所解决的技术问题在于提供一种对磁铁组装进行自动化压合的装置,以解决上述背景技术中提出的问题。
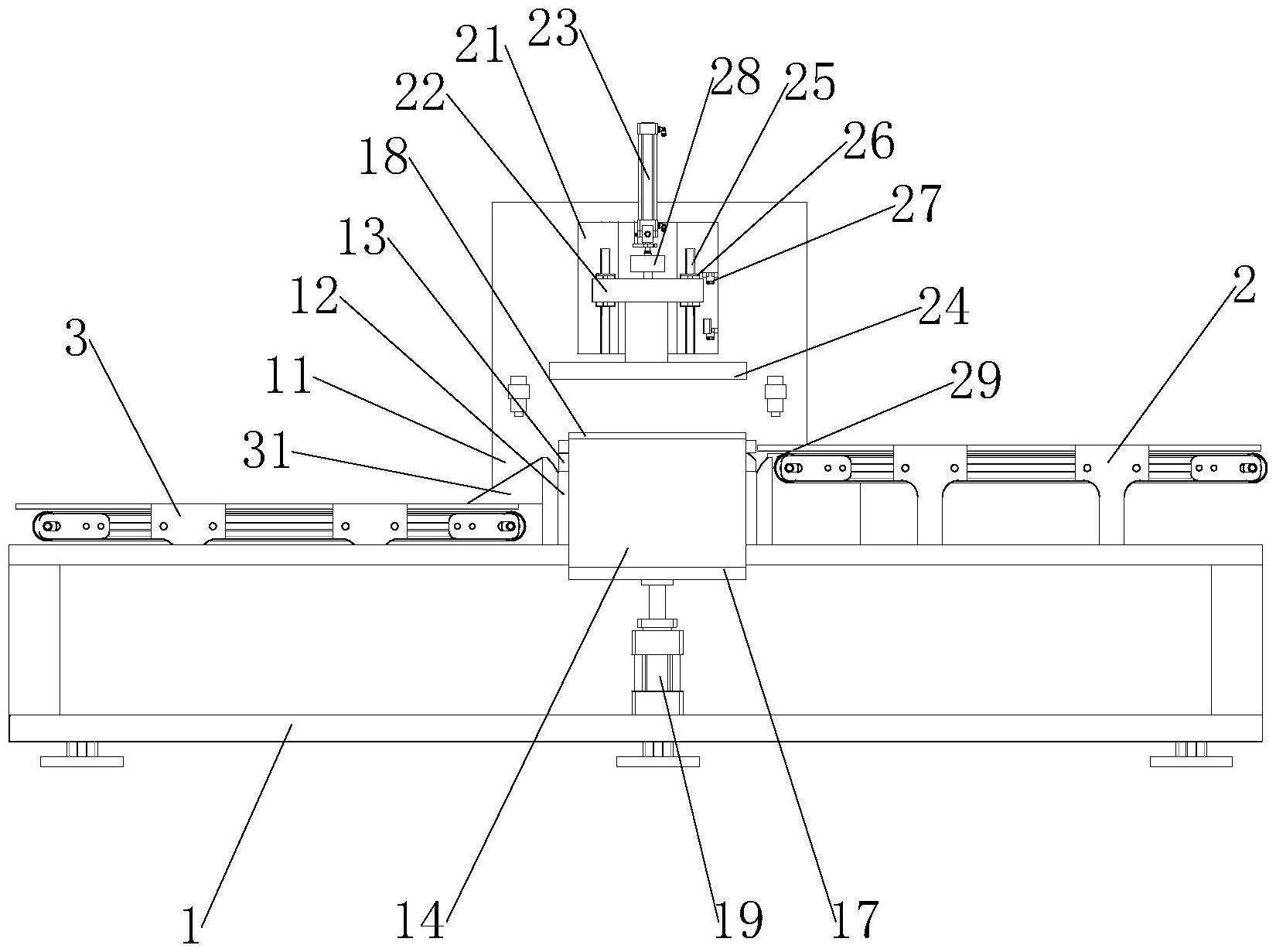
2、本实用新型所解决的技术问题采用以下技术方案来实现:一种磁铁压合治具,包括机台及安装在机台上的压合机构,所述机台上位于压合机构的一侧设有供料输送机,另一侧设有出料输送机,以用于自动输送工件,所述压合机构包括固定安装在机台上的侧板、安装在侧板上的下压组件、设置在机台上用于固定工件的定位组件,所述定位组件包括对称安装在机台上的两组定位板、设置在两组定位板之间的置物台、升降安装在置物台两侧的边板,所述置物台通过弹簧座升降安装在机台上,所述边板和定位板围绕构成对工件进行限位的定位腔室,定位板靠近定位腔室一侧的上端设有弧形的导入部,所述边板的下端固定安装在升降板的两侧,并通过第一液压缸控制升降板升降调节,置物台两侧边板的相向一侧分别固定设有挡板,挡板作用于工件的边缘,以将工件按压导入定位腔室,工件在进入定位腔室时,导入部对工件位置进行调节,工件定位后,下压组件对工件上的磁铁进行压合。
3、作为本实用新型进一步方案:
4、所述下压组件包括安装在侧板上的贴板、滑动安装在贴板上的台板、设置在贴板上用于驱动台板升降移动的第二液压缸,所述台板的下端通过支板固定设有压板,以通过压板对磁铁进行压合。
5、作为本实用新型进一步方案:
6、所述贴板的两侧分别设有导轨,台板两侧通过滑块套设在导轨上滑动连接,贴板位于台板的一侧设有定位传感器,以检测台板位置;所述第二液压缸与台板之间安装有压力传感器,以用于检测下压的压力。
7、作为本实用新型进一步方案:
8、所述定位组件一侧的定位板外端设有与供料输送机对接的导入板,定位组件另一侧设置的定位板外端安装有斜板,以便于工件导入出料输送机。
9、作为本实用新型进一步方案:
10、所述侧板位于导入板和斜板的上端分别设有检测工件的光电传感器,以确定工件的导入导出情况。
11、作为本实用新型进一步方案:
12、所述置物台下端位于弹簧座的两侧分别设有导杆,导杆插入机台对应的导筒内滑动连接,提高置物台的升降稳定性。
13、作为本实用新型进一步方案:
14、所述供料输送机包括框架及循环传动设置在框架上的输送带,框架上端设有安装在输送带两侧的护板,以对输送的工件进行限位,输送带上间隔分布设有凸体,以推动工件进行移动,便于工件导入至置物台上。
15、与现有技术相比,本实用新型的有益效果是:供料输送机将工件依次送至置物台,液压缸通过升降板控制边板下降,利用挡板按压工件,并带动置物台下降,定位板上端的弧形导入部对工件进行位置调节,使工件准确定位,下压组件对工件上的磁铁进行压合,压合完成后,第一液压缸控制边板上升,置物台在弹簧座的作用下也上升,供料输送机再次输送来工件,并将加工完成的工件顶出,顶出的工件滑落至出料输送机,实现自动化压合操作,提高生产效率。
技术特征:
1.一种磁铁压合治具,包括机台及安装在机台上的压合机构,所述机台上位于压合机构的一侧设有供料输送机,另一侧设有出料输送机,以用于自动输送工件,所述压合机构包括固定安装在机台上的侧板、安装在侧板上的下压组件、设置在机台上用于固定工件的定位组件,其特征在于:所述定位组件包括对称安装在机台上的两组定位板、设置在两组定位板之间的置物台、升降安装在置物台两侧的边板,所述置物台通过弹簧座升降安装在机台上,所述边板和定位板围绕构成对工件进行限位的定位腔室,定位板靠近定位腔室一侧的上端设有弧形的导入部,所述边板的下端固定安装在升降板的两侧,并通过第一液压缸控制升降板升降调节,置物台两侧边板的相向一侧分别固定设有挡板。
2.根据权利要求1所述的一种磁铁压合治具,其特征在于:所述下压组件包括安装在侧板上的贴板、滑动安装在贴板上的台板、设置在贴板上用于驱动台板升降移动的第二液压缸,所述台板的下端通过支板固定设有压板。
3.根据权利要求2所述的一种磁铁压合治具,其特征在于:所述贴板的两侧分别设有导轨,台板两侧通过滑块套设在导轨上滑动连接,贴板位于台板的一侧设有定位传感器,以检测台板位置;所述第二液压缸与台板之间安装有压力传感器。
4.根据权利要求3所述的一种磁铁压合治具,其特征在于:所述定位组件一侧的定位板外端设有与供料输送机对接的导入板,定位组件另一侧设置的定位板外端安装有斜板。
5.根据权利要求4所述的一种磁铁压合治具,其特征在于:所述侧板位于导入板和斜板的上端分别设有检测工件的光电传感器。
6.根据权利要求1所述的一种磁铁压合治具,其特征在于:所述置物台下端位于弹簧座的两侧分别设有导杆,导杆插入机台对应的导筒内滑动连接。
7.根据权利要求4所述的一种磁铁压合治具,其特征在于:所述供料输送机包括框架及循环传动设置在框架上的输送带,框架上端设有安装在输送带两侧的护板,以对输送的工件进行限位,输送带上间隔分布设有凸体,以推动工件进行移动。
技术总结
本技术提供一种磁铁压合治具,机台及安装在机台上的压合机构,所述机台上位于压合机构的一侧设有供料输送机,另一侧设有出料输送机,以用于自动输送工件,所述压合机构包括固定安装在机台上的侧板、安装在侧板上的下压组件、设置在机台上用于固定工件的定位组件。供料输送机将工件依次送至置物台,液压缸通过升降板控制边板下降,利用挡板按压工件,并带动置物台下降,定位板上端的弧形导入部对工件进行位置调节,工件准确定位,下压组件对工件上的磁铁进行压合,压合完成后,第一液压缸控制边板上升,置物台在弹簧座的作用下也上升,供料输送机再次输送来工件,并将加工完成的工件顶出,顶出的工件滑落至出料输送机,实现自动化压合操作。
技术研发人员:陶军,杨秀华,刘展翅,贾章青,王恒永,陶凯
受保护的技术使用者:安徽科宁磁电科技有限公司
技术研发日:20230404
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!