一种用于航空接头零件车加工专用夹具的制作方法
本技术涉及航空零部件制造领域,特别涉及一种用于航空接头零件车加工专用夹具。
背景技术:
1、航空零部件加工要求精度严格,为保证产品质量,加工时需要用专用夹具对其进行装夹定位,装夹加工步骤繁琐,还需经验丰富操作员检测才能保证零件机械加工的准确无误,夹具设计过程在难度主要在于自动定心、保证零部件机械加工准确性、以及保证装夹方便快捷等几个方面。
技术实现思路
1、为了解决现有技术存在的无专用夹具时装夹加工步骤繁琐,需经验丰富操作员检测才能保证零件机械加工的准确无误,夹具设计过程存在自动定心、保证零部件机械加工准确性、以及保证装夹方便快捷等难点,本实用新型提供了一种用于航空接头零件车加工专用夹具,其结合设计夹具的经验,考虑到接头系列零部件装夹、机械加工,针对接头系列零部件特点设计出专用夹具,该夹具保证了零部件设计图的技术要求,可以多个件号共用一套夹具,并且能够对产品快速、简便的进行定位装夹与机械加工。
2、为了实现上述目的,本实用新型的技术方案是:
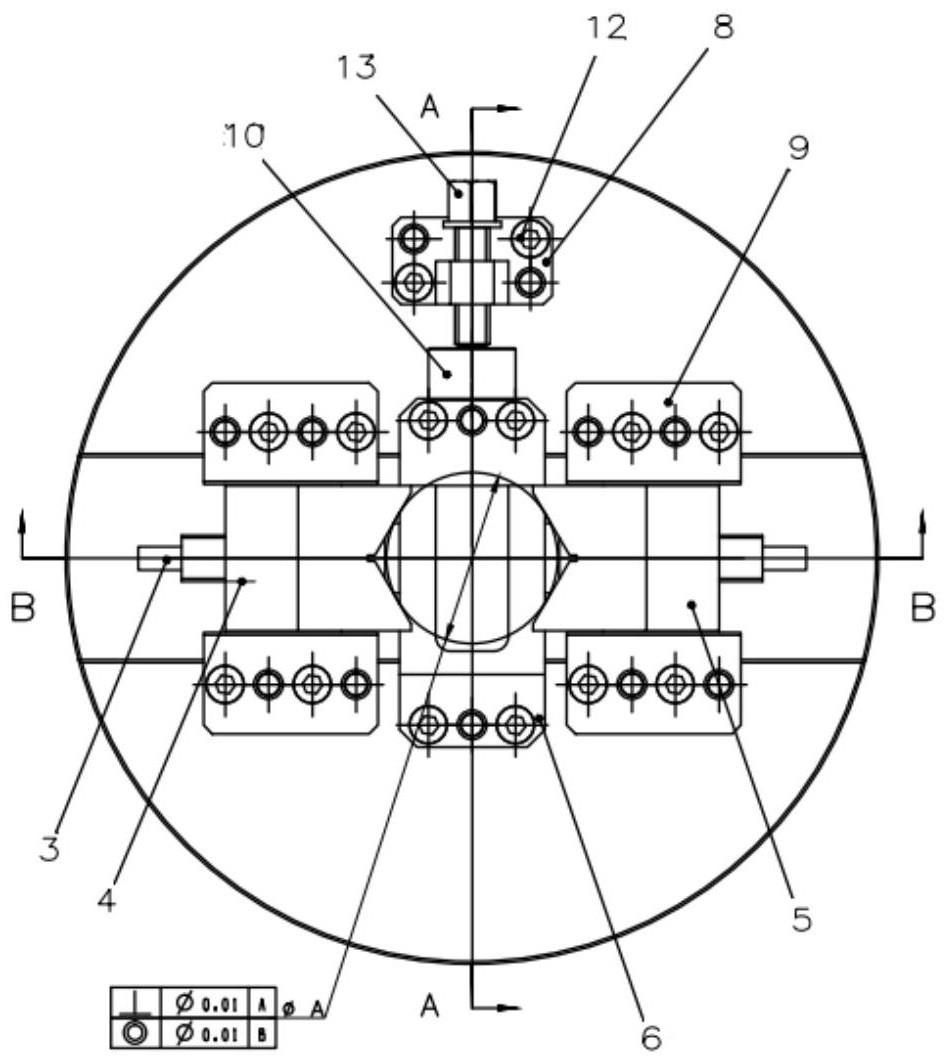
3、一种用于航空接头零件车加工专用夹具,包括转接座、圆盘、定位座、定心轴、支座;
4、所述圆盘安装在转接座上,所述定位座底部中心垂直于长边方向开槽,丝杠置于槽中;所述定心轴上部为立方体,下部为圆柱体,上端开有凹槽,定心轴上部立方体插入定位座底部槽中,上端凹槽支撑丝杠下端,下部圆柱体插入圆盘中心孔中;所述丝杠两侧安装左滑块与右滑块,左滑块与右滑块开螺纹孔,与丝杠通过螺纹连接;所述左滑块与右滑块两侧安装导向压板,导向压板固定在圆盘上;所述支座安装在圆盘上,支座上端开螺纹孔,六角头压紧螺钉拧入孔中,六角头压紧螺钉前端安装光滑压头。
5、进一步的,所述转接座与圆盘通过螺钉连接。
6、进一步的,所述圆盘开销孔,定位座与圆盘通过圆柱销连接。
7、进一步的,所述丝杠两端铣四方,使用扳手夹持旋转。
8、进一步的,所述支座使用螺钉固定在圆盘上。
9、本实用新型的有益效果:
10、该夹具保证了零部件设计图的技术要求,可以多个件号共用一套夹具,并且能够对产品快速、简便的进行定位装夹与机械加工,提高加工精度,提升生产效率。
技术特征:
1.一种用于航空接头零件车加工专用夹具,其特征在于,包括转接座、圆盘、定位座、定心轴、支座;所述圆盘安装在转接座上,所述定位座底部中心垂直于长边方向开槽,丝杠置于槽中;所述定心轴上部为立方体,下部为圆柱体,上端开有凹槽,定心轴上部立方体插入定位座底部槽中,上端凹槽支撑丝杠下端,下部圆柱体插入圆盘中心孔中;所述丝杠两侧安装左滑块与右滑块,左滑块与右滑块开螺纹孔,与丝杠通过螺纹连接;所述左滑块与右滑块两侧安装导向压板,导向压板固定在圆盘上;所述支座安装在圆盘上,支座上端开螺纹孔,六角头压紧螺钉拧入孔中,六角头压紧螺钉前端安装光滑压头。
2.根据权利要求1所述的一种用于航空接头零件车加工专用夹具,其特征在于,所述转接座与圆盘通过螺钉连接。
3.根据权利要求1所述的一种用于航空接头零件车加工专用夹具,其特征在于,所述圆盘开销孔,定位座与圆盘通过圆柱销连接。
4.根据权利要求1所述的一种用于航空接头零件车加工专用夹具,其特征在于,所述丝杠两端铣四方,使用扳手夹持旋转。
5.根据权利要求1所述的一种用于航空接头零件车加工专用夹具,其特征在于,所述支座使用螺钉固定在圆盘上。
技术总结
一种用于航空接头零件车加工专用夹具,属于航空零部件制造领域技术领域。该夹具包括转接座、圆盘、定位座、定心轴、支座;所述圆盘安装在转接座上,所述定位座底部中心垂直于长边方向开槽,丝杠置于槽中;所述定心轴上端开有凹槽,定心轴上部插入定位座底部槽中,下部插入圆盘中心孔中;所述丝杠两侧安装左滑块与右滑块,与丝杠通过螺纹连接;所述左滑块与右滑块两侧安装导向压板,导向压板固定在圆盘上;所述支座安装在圆盘上,六角头压紧螺钉穿过支座前端安装光滑压头。该夹具保证了零部件设计图的技术要求,可以多个件号共用一套夹具,并且能够对产品快速、简便的进行定位装夹与机械加工,提高加工精度,提升生产效率。
技术研发人员:董廉正,于凤林
受保护的技术使用者:沈阳富永勤机械科技有限公司
技术研发日:20230410
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!