一种应用在冷弯成型设备上的散热孔冲一体机的制作方法
本技术涉及孔冲一体机,更确切地说涉及一种应用在冷弯成型设备上的散热孔冲一体机。
背景技术:
1、目前,冷弯成型机是通过顺序配置的多道次成型轧辊,把卷材、带材等金属板带不断地进行弯曲,以制成特定断面型材的塑性加工工艺的机械。
2、针对冷弯成型设备孔冲来说,现有技术就有很多,例如:
3、中国专利公开号cn208613486u公开了一种冷弯成型机的冲切装置,其包括,应用在型钢加工设备领域,其技术方案要点是:包括设置在冷机体出料口一侧的机架,机架上间隔设有第一支座和第二支座,第一支座上设有冲孔件,第二支座上设有裁切件;裁切件包括设置在第二支座上的竖直的中间板和开设在中间板上并供c型钢穿过的通槽,中间板在背离第一支座的一侧设有用于支撑c型钢的固定板,中间板在c型钢上方沿竖直方向滑动连接有刀板,刀板的下端连接有模刀,固定板上开设有刀槽,中间板上设有裁切液压缸,裁切液压缸的活塞杆与刀板的上端连接,其优点是:将c型钢的冲孔和裁切结合在一起,提高了生产效率。
4、由此可知,大部分加工件先利用冷弯设备进行成型,然后再转入下一道工序进行冲孔,不仅降低了工作效率,还会增加人力,造成经济的损坏,也有部分在冷弯设备生产后,直接接应冲孔装置,但对加工件上料的时会出现偏差的情况,造成冲孔的质量下降,且冲孔装置需要长时间的工作,造成冲孔装置的内部的热量难易散去,有部分带有散热孔,但散热的效果较慢,从而增加冲孔装置出现故障的频率。
5、鉴于此,本实用新型提供了一种应用在冷弯成型设备上的散热孔冲一体机。
技术实现思路
1、本实用新型之目的在于解决上述缺点,并提供一种能够在对加工件进行冲孔时,通过散热组件对冲孔组件进行散热的的孔冲一体机。
2、使用限位组件将加工件的位置进行限制,防止同步带在传送时出现偏移的情况,同时通过冲孔组件对加工件进行冲孔,并通过散热组件对冲孔组件进行散热。
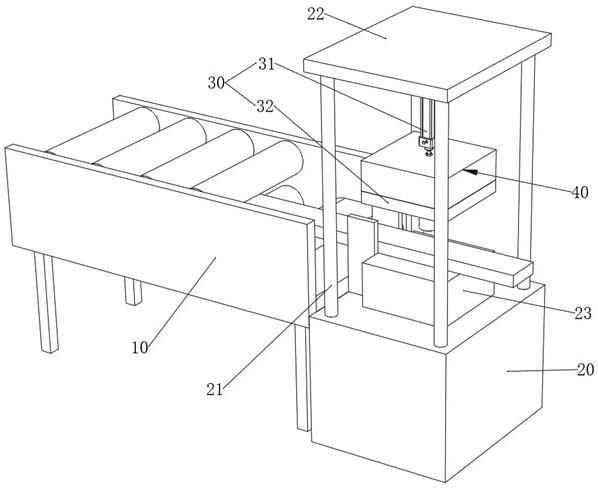
3、因此本实用新型提供了一种应用在冷弯成型设备上的散热孔冲一体机,其包括冷弯成型机,所述冷弯成型机一侧的内部设置有同步带,所述冷弯成型机靠近同步带的一侧设置有机架,
4、所述机架上表面的四周均设置有支撑杆,所述支撑杆的上表面设置有安装板,所述机架的上表面设置有冲孔模具,所述安装板的下表面设置有冲孔组件,所述冲孔组件用于对加工件进行冲孔的工作,所述冲孔组件的中间处设置有散热组件,所述散热组件用于对冲孔组件进行散热;
5、所述机架上表面靠近同步带的一侧设置有限位组件,所述限位组件用于防止加工件在冲孔时出现偏移的情况。
6、作为本技术方案的进一步改进,所述限位组件至少包括固定板,所述固定板靠近加工件一侧的下方设置有气缸,所述气缸的活塞杆设置有移动板。
7、作为本技术方案的进一步改进,所述冲孔组件至少包括液压缸,所述安装板的下表面设置有液压缸,所述液压缸的活塞杆与散热组件的上表面固定连接,所述散热组件的下方通过插接组件插接配合有冲孔体。
8、作为本技术方案的进一步改进,所述散热组件至少包括壳体,所述壳体的上表面固定连接液压缸的活塞杆,所述壳体的内部设置有多个散热片,多个所述散热片呈“一”字型排布在壳体的内部,所述壳体下方的开口处通过插接组件与冲孔体进行插接配合。
9、作为本技术方案的进一步改进,所述插接组件至少包含有插杆和插槽,所述壳体下方的开口处设置有插杆,所述冲孔体的上表面开设有用于与插杆进行插接配合的插槽。
10、与现有技术相比,本实用新型的有益效果:
11、该应用在冷弯成型设备上的散热孔冲一体机中,通过同步带将冷弯成型机完成后的加工件传送至冲孔模具的上表面,并通过限位组件将加工件的位置进行限制,防止同步带在传送时出现偏移的情况,提高了加工件冲孔的质量,再通过冲孔组件对加工件进行冲孔,并通过散热组件对冲孔组件进行散热,防止冲孔组件长时间工作造成孔冲一体机过热,通过散热组件将孔冲一体机工作时产生的热量散去,降低孔冲一体机出现故障的频率,从而提高了孔冲一体机的使用寿命。
技术特征:
1.一种应用在冷弯成型设备上的散热孔冲一体机,包括冷弯成型机(10),所述冷弯成型机(10)一侧的内部设置有同步带(11),所述冷弯成型机(10)靠近同步带(11)的一侧设置有机架(20),其特征在于:
2.如权利要求1所述的应用在冷弯成型设备上的散热孔冲一体机,其特征在于:所述限位组件(24)至少包括固定板(241),所述固定板(241)靠近加工件一侧的下方设置有气缸(242),所述气缸(242)的活塞杆设置有移动板(243)。
3.如权利要求1所述的应用在冷弯成型设备上的散热孔冲一体机,其特征在于:所述冲孔组件(30)至少包括液压缸(31),所述安装板(22)的下表面设置有液压缸(31),所述液压缸(31)的活塞杆与散热组件(40)的上表面固定连接,所述散热组件(40)的下方通过插接组件(43)插接配合有冲孔体(32)。
4.如权利要求3所述的应用在冷弯成型设备上的散热孔冲一体机,其特征在于:所述散热组件(40)至少包括壳体(41),所述壳体(41)的上表面固定连接液压缸(31)的活塞杆,所述壳体(41)的内部设置有多个散热片(42),多个所述散热片(42)呈“一”字型排布在壳体(41)的内部,所述壳体(41)下方的开口处通过插接组件(43)与冲孔体(32)进行插接配合。
5.如权利要求4所述的应用在冷弯成型设备上的散热孔冲一体机,其特征在于:所述插接组件(43)至少包含有插杆(431)和插槽(432),所述壳体(41)下方的开口处设置有插杆(431),所述冲孔体(32)的上表面开设有用于与插杆(431)进行插接配合的插槽(432)。
技术总结
本技术涉及孔冲一体机技术领域,包括冷弯成型机,机架的上表面设置有冲孔模具,安装板的下表面设置有冲孔组件,冲孔组件的中间处设置有散热组件,该应用在冷弯成型设备上的散热孔冲一体机中,通过同步带将冷弯成型机完成后的加工件传送至冲孔模具的上表面,并通过限位组件将加工件的位置进行限制,防止同步带在传送时出现偏移的情况,提高了加工件冲孔的质量,再通过冲孔组件对加工件进行冲孔,并通过散热组件对冲孔组件进行散热,防止冲孔组件长时间工作造成孔冲一体机过热,通过散热组件将孔冲一体机工作时产生的热量散去,降低孔冲一体机出现故障的频率,从而提高了孔冲一体机的使用寿命。
技术研发人员:崔衍亮,李敏,范高令
受保护的技术使用者:潍坊瑞孚冷弯设备有限公司
技术研发日:20230411
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!