提高电池底部过流能力的点底焊针及圆柱电池的制作方法
【】本技术涉及电池,尤其涉及一种提高电池底部过流能力的点底焊针及圆柱电池。
背景技术
0、
背景技术:
1、随着行业的发展,锂离子电池运用场景越来越广泛,运用领域越来越复杂,对锂离子电池的要求逐步由单一的容量指标升级为容量、寿命、安全、环境适应性能、型号、倍率等综合指标。圆柱电池因尺寸不同,容量差异,市场常规使用单极耳、双极耳、多极耳、无极耳结构,正极一般在顶部焊接,负极一般位于底部焊接。其中,针对钢壳圆柱电池,使用铜针电阻焊接,使卷芯与钢壳焊接,因工艺简单成为常规方式。但此种方案,仅存在一个过流点,过流能力偏低,无法满足大电流充放电要求,不利于提高倍率性能、降低电池内阻及降低充放电温升等。
2、鉴于此,实有必要提供一种提高电池底部过流能力的点底焊针及圆柱电池以克服上述缺陷。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的是提供一种提高电池底部过流能力的点底焊针及圆柱电池,旨在改善传统圆柱电池的钢壳底部过流能力偏低的问题,提高倍率性能、降低电池内阻及降低充放电温升。
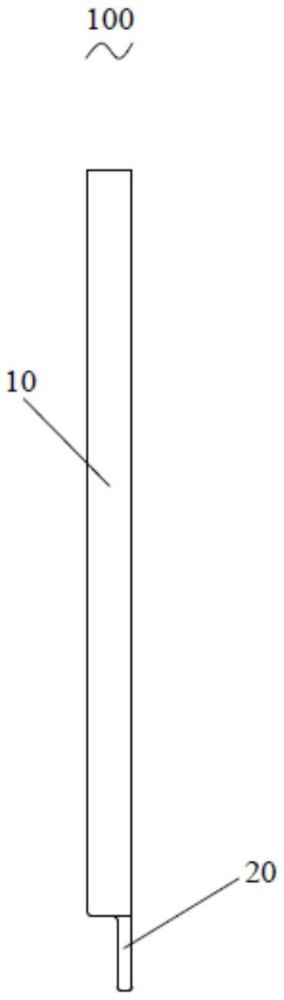
2、为了实现上述目的,本实用新型提供一种提高电池底部过流能力的点底焊针,包括呈圆柱状的主体及设于所述主体一端端部的凸起部,所述凸起部与所述主体呈偏心设置,且所述凸起部的横截面的面积小于所述主体的横截面的面积。
3、在一个优选实施方式中,所述凸起部呈圆柱状,并与所述主体的边缘内接设置。
4、在一个优选实施方式中,所述凸起部的横截面的直径为所述主体的横截面的直径的三分之一。
5、在一个优选实施方式中,所述凸起部远离所述主体的一端边缘为倒圆角结构。
6、在一个优选实施方式中,所述主体及所述凸起部均为铜针。
7、本实用新型还提供一种圆柱电池,包括电芯与钢壳,所述钢壳的底部与电芯的负极之间设有多个圆形焊接区域,所述圆形焊接区域通过如上述实施方式任一项所述的提高电池底部过流能力的点底焊针进行点焊而成。
8、在一个优选实施方式中,多个所述圆形焊接区域的圆心处于同一圆上,且与所述钢壳的底部同心设置。
9、在一个优选实施方式中,所述圆形焊接区域的数量为3-6个。
10、本实用新型提供的提高电池底部过流能力的点底焊针及圆柱电池,通过将凸起部与主体呈偏心设置,以对点底焊针采用阶梯型式结构,从而当点底焊接时,主体旋转,使凸起部与钢壳之间的焊点形成一个圆形焊接区域,增加了焊接面积,能够保证焊接牢固性,提高电池底部过流能力,降低内阻,和充放电温升,提高倍率性能。
技术特征:
1.一种提高电池底部过流能力的点底焊针,其特征在于,包括呈圆柱状的主体及设于所述主体一端端部的凸起部,所述凸起部与所述主体呈偏心设置,且所述凸起部的横截面的面积小于所述主体的横截面的面积;所述凸起部呈圆柱状,并与所述主体的边缘内接设置。
2.如权利要求1所述的提高电池底部过流能力的点底焊针,其特征在于,所述凸起部的横截面的直径为所述主体的横截面的直径的三分之一。
3.如权利要求1所述的提高电池底部过流能力的点底焊针,其特征在于,所述凸起部远离所述主体的一端边缘为倒圆角结构。
4.如权利要求1所述的提高电池底部过流能力的点底焊针,其特征在于,所述主体及所述凸起部均为铜针。
5.一种圆柱电池,其特征在于,包括电芯与钢壳,所述钢壳的底部与电芯的负极之间设有多个圆形焊接区域,所述圆形焊接区域通过如权利要求1-4任一项所述的提高电池底部过流能力的点底焊针进行点焊而成。
6.如权利要求5所述的圆柱电池,其特征在于,多个所述圆形焊接区域的圆心处于同一圆上,且与所述钢壳的底部同心设置。
7.如权利要求6所述的圆柱电池,其特征在于,所述圆形焊接区域的数量为3-6个。
技术总结
本技术公开一种提高电池底部过流能力的点底焊针及圆柱电池,所述点底焊针包括呈圆柱状的主体及设于主体一端端部的凸起部,凸起部与主体呈偏心设置,且凸起部的横截面的面积小于主体的横截面的面积。本发明提供的提高电池底部过流能力的点底焊针及圆柱电池,通过将凸起部与主体呈偏心设置,以对点底焊针采用阶梯型式结构,从而当点底焊接时,主体旋转,使凸起部与钢壳之间的焊点形成一个圆形焊接区域,增加了焊接面积,能够保证焊接牢固性,提高电池底部过流能力,降低内阻,和充放电温升,提高倍率性能。
技术研发人员:王宏栋,刘建喜,王智聪
受保护的技术使用者:航天锂电科技(江苏)有限公司
技术研发日:20230412
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!