一种高精度快捷压内齿轮治具的制作方法
本技术涉及压装治具领域,特别涉及一种高精度快捷压内齿轮治具。
背景技术:
1、高精度快捷压内齿轮治具是一种压装治具,在进行内齿轮组产品组装的时候,需要将两组内齿轮过盈压入到铝机壳中去,进行压装,采用压装治具进行加工,随着科技的不断发展,人们对于高精度快捷压内齿轮治具的制造工艺要求也越来越高。
2、现有的内齿轮治具在使用时存在一定的弊端,铝机壳是直接下料过来,端面与内孔垂直度较差,之前的工装是铝机壳端面放平,导致铝机壳内孔是不垂直的,压入内齿轮后会一边压出铝屑,后面难清理,给实际的使用过程带来了一定的不利影响,为此,我们提出一种高精度快捷压内齿轮治具。
技术实现思路
1、解决的技术问题:针对现有技术的不足,本实用新型提供了一种高精度快捷压内齿轮治具,精度高,操作简单,实用强,采用限位方式,让压头压到低即保证图纸所需要的尺寸,简单快速,可以有效解决背景技术中的问题。
2、技术方案:为实现上述目的,本实用新型采取的技术方案为:一种高精度快捷压内齿轮治具,包括固定座,所述固定座的内侧活动设置有滑动座,所述滑动座的内侧活动设置有定位圈,所述定位圈上活动设置有压头,所述滑动座的内壁设置有销轴与滑动缸,所述固定座与滑动座之间设置有弹簧。
3、优选的,所述定位圈的外侧设置有第一内齿轮与第二内齿轮,所述滑动座与定位圈的外侧设置有铝机壳所述铝机壳的内侧设置有滑座外圆件与滑座下外圆件,所述滑动缸上活动有滑动杆。
4、优选的,所述固定座的底部定位安装有底板,所述底板的中部定位有限位圈,所述底板与固定座、限位圈之间定位有螺栓。
5、优选的,所述滑座外圆件与铝机壳内孔间隙配合,所述滑座下外圆件与铝机壳内孔过盈配合。
6、优选的,所述固定座与底板之间通过螺栓进行定位,所述底板与限位圈之间通过螺栓进行定位。
7、优选的,所述压头、定位圈、滑动座与固定座之间压合活动,且通过弹簧复位。
8、有益效果:与现有技术相比,本实用新型提供了一种高精度快捷压内齿轮治具,具备以下有益效果:该一种高精度快捷压内齿轮治具,精度高,操作简单,实用强,采用限位方式,让压头压到低即保证图纸所需要的尺寸,简单快速;采用限位方式,让压头压到低即保证图纸所需要的尺寸,定位圈外圆和内齿轮内孔是滑配的,这样可以保证内齿轮在压装过程中是垂直的;铝机壳放入工装滑动座时是间隙配合的,是可以直接放入的,施加压力后便过盈压入滑动座的机壳外圆,内齿轮内孔也变得垂直,然后将垂直的内齿轮压入锤子的铝机壳,自然压出来是均衡的,不会挤出铝屑,铝机壳和内齿轮的配合是过盈的,假设过盈量是a,铝机壳和滑动座外圆也是过盈的,假设过盈量是b,但a>b,所以铝机壳先压入滑动座里,再被内齿轮压入,整个高精度快捷压内齿轮治具结构简单,操作方便,使用的效果相对于传统方式更好。
技术特征:
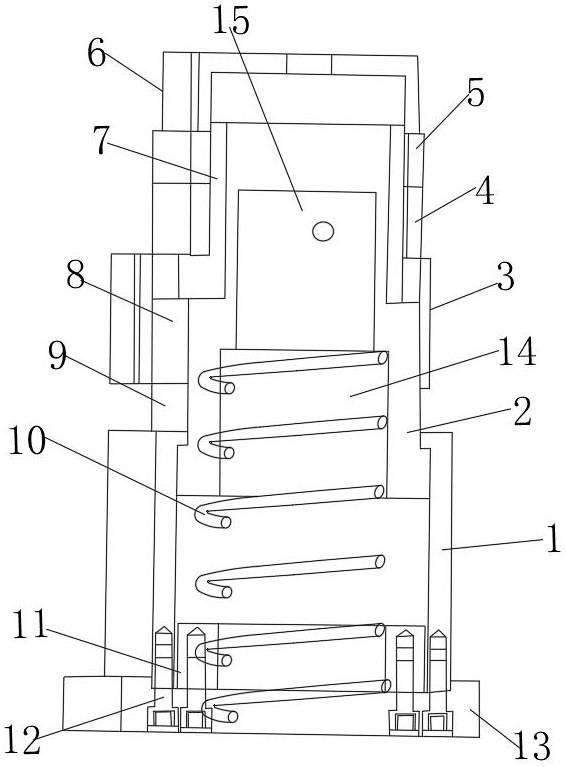
1.一种高精度快捷压内齿轮治具,包括固定座(1),其特征在于:所述固定座(1)的内侧活动设置有滑动座(2),所述滑动座(2)的内侧活动设置有定位圈(7),所述定位圈(7)上活动设置有压头(6),所述滑动座(2)的内壁设置有销轴(14)与滑动缸(15),所述固定座(1)与滑动座(2)之间设置有弹簧(10)。
2.根据权利要求1所述的一种高精度快捷压内齿轮治具,其特征在于:所述定位圈(7)的外侧设置有第一内齿轮(5)与第二内齿轮(4),所述滑动座(2)与定位圈(7)的外侧设置有铝机壳(3)所述铝机壳(3)的内侧设置有滑座外圆件(8)与滑座下外圆件(9),所述滑动缸(15)上活动有滑动杆(16)。
3.根据权利要求1所述的一种高精度快捷压内齿轮治具,其特征在于:所述固定座(1)的底部定位安装有底板(13),所述底板(13)的中部定位有限位圈(11),所述底板(13)与固定座(1)、限位圈(11)之间定位有螺栓(12)。
4.根据权利要求2所述的一种高精度快捷压内齿轮治具,其特征在于:所述滑座外圆件(8)与铝机壳(3)内孔间隙配合,所述滑座下外圆件(9)与铝机壳(3)内孔过盈配合。
5.根据权利要求3所述的一种高精度快捷压内齿轮治具,其特征在于:所述固定座(1)与底板(13)之间通过螺栓(12)进行定位,所述底板(13)与限位圈(11)之间通过螺栓(12)进行定位。
6.根据权利要求1所述的一种高精度快捷压内齿轮治具,其特征在于:所述压头(6)、定位圈(7)、滑动座(2)与固定座(1)之间压合活动,且通过弹簧(10)复位。
技术总结
本技术公开了一种高精度快捷压内齿轮治具,包括固定座,所述固定座的内侧活动设置有滑动座,所述滑动座的内侧活动设置有定位圈,所述定位圈上活动设置有压头,所述滑动座的内壁设置有销轴与滑动缸,所述固定座与滑动座之间设置有弹簧,所述定位圈的外侧设置有第一内齿轮与第二内齿轮,所述滑动座与定位圈的外侧设置有铝机壳所述铝机壳的内侧设置有滑座外圆件与滑座下外圆件,所述滑动缸上活动有滑动杆,所述固定座的底部定位安装有底板,所述底板的中部定位有限位圈。本技术所述的一种高精度快捷压内齿轮治具,精度高,操作简单,实用强,采用限位方式,让压头压到低即保证图纸所需要的尺寸,简单快速。
技术研发人员:郭建平,周喜平
受保护的技术使用者:苏州斯奥克微电机制造有限公司
技术研发日:20230412
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!