一种异位孔角阀阀体加工夹具的制作方法
本技术属于阀体夹装领域,具体涉及一种阀体销孔加工夹具。
背景技术:
1、如图1的特种阀体上有一对左右对称的异位孔,由于该阀体形状特殊,现有的加工工装不适合装夹,且在钻孔加工时往往需要分次装夹后钻孔,这种工序比较复杂,加工效率低,且难以保证两侧异位孔中心位置相对应。
技术实现思路
1、本实用新型的目的是解决现有工装加工阀体异位孔效率低,精度差的问题,提供一种异位孔角阀阀体加工夹具提高工作效率。
2、本实用新型为解决上述问题所采用的技术方案是:
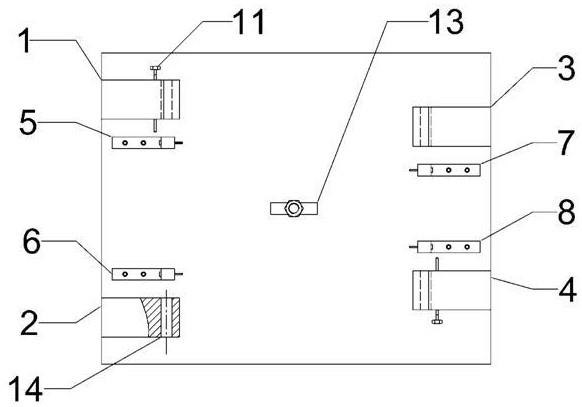
3、一种异位孔角阀阀体加工夹具,包括底板,底板上固定有相互平行的定位组件,每组定位组件包括一个安装块与一个限位块,限位块与安装块平行设置,限位块设置在两个安装块之间的连线上,每组相对应的限位块与安装块之间的距离相同;底板中央固定有夹紧螺杆,安装块上开设有导向孔,安装块上还装有第一限位螺栓,限位块上装有第二限位螺栓,第一限位螺栓与第二限位螺栓顶进方向垂直。
4、优选的是,底板一侧设置有两组相互平行的定位组件,包括第一定位组件与第二定位组件。
5、优选的是,在底板远离第一定位组件与第二定位组件的一侧上设置有第三定位组件与第四定位组件,第三定位组件与第四定位组件相互平行。
6、优选的是,第一定位组件与第二定位组件之间的距离为194mm,第三定位组件与第四定位组件之间的距离为174mm。
7、优选的是,第一定位组件包括第一安装块与第一限位块,第二定位组件包括第二安装块与第二定位块,第一安装块与第二安装块平行设置,第一限位块与第二限位块平行设置在第一安装块与第二安装块之间的连线上。
8、优选的是,夹紧螺杆上部连接有压板。
9、优选的是,导向孔内设置钻套。
10、优选的是,限位块为l型,第二限位螺栓穿过限位块的上部。
11、优选的是,限位块的底面与底板通过螺栓固定。
12、优选的是,底板中心开设有通槽,夹紧螺杆插入通槽并通过螺母拧紧固定。
13、本实用新型的有益效果如下:
14、本实用新型通过限位块与安装块多处固定,限位螺栓形成双向挤压,保证了阀体的夹紧固定,有效保障了钻孔质量。
15、本实用新型使用压紧螺母配合压板将阀体压紧,只需固定一次,在一次装夹内完成异位孔钻孔,在提高加工效率的同时还能保证钻孔精度,估算合格率可提升20%,生产速度提升10-15%,在批量生产中非常高效。
技术特征:
1.一种异位孔角阀阀体加工夹具,包括底板,其特征在于,所述底板上固定有相互平行的定位组件,每组所述定位组件包括一个安装块与一个限位块,所述限位块与所述安装块平行设置,所述限位块设置在两个所述安装块之间的连线上,每组相对应的所述限位块与所述安装块之间的距离相同;所述底板中央固定有夹紧螺杆,所述安装块上开设有导向孔,所述安装块上还装有第一限位螺栓,所述限位块上装有第二限位螺栓,所述第一限位螺栓与所述第二限位螺栓顶进方向垂直。
2.根据权利要求1所述的异位孔角阀阀体加工夹具,其特征在于,所述底板一侧设置有两组相互平行的定位组件,包括第一定位组件与第二定位组件。
3.根据权利要求2所述的异位孔角阀阀体加工夹具,其特征在于,在所述底板远离所述第一定位组件与所述第二定位组件的一侧上设置有第三定位组件与第四定位组件,所述第三定位组件与第四定位组件相互平行。
4.根据权利要求3所述的异位孔角阀阀体加工夹具,其特征在于,所述第一定位组件与所述第二定位组件之间的距离为194mm,所述第三定位组件与所述第四定位组件之间的距离为174mm。
5.根据权利要求2所述的异位孔角阀阀体加工夹具,其特征在于,所述第一定位组件包括第一安装块与第一限位块,所述第二定位组件包括第二安装块与第二定位块,所述第一安装块与所述第二安装块平行设置,所述第一限位块与第二限位块平行设置在所述第一安装块与所述第二安装块之间的连线上。
6.根据权利要求1所述的异位孔角阀阀体加工夹具,其特征在于,所述夹紧螺杆上部连接有压板。
7.根据权利要求1所述的异位孔角阀阀体加工夹具,其特征在于,所述导向孔内设置钻套。
8.根据权利要求1所述的异位孔角阀阀体加工夹具,其特征在于,所述限位块为l型,所述第二限位螺栓穿过所述限位块的上部。
9.根据权利要求1所述的异位孔角阀阀体加工夹具,其特征在于,所述限位块的底面与所述底板通过螺栓固定。
10.根据权利要求1所述的异位孔角阀阀体加工夹具,其特征在于,所述底板中心开设有通槽,所述夹紧螺杆插入所述通槽并通过螺母拧紧固定。
技术总结
本技术属于销孔加工胎具领域,具体涉及一种异位孔角阀阀体加工夹具,夹具在底板上固定有相互平行的定位组件,每组定位组件包括安装块与限位块,限位块与安装块平行设置,限位块设置在两个安装块之间的连线上,每组相对应的限位块与安装块之间的距离相同;底板中央固定有夹紧螺杆,安装块上开设有导向孔,安装块上还装有第一限位螺栓,限位块上装有第二限位螺栓,其中第一限位螺栓与第二限位螺栓顶进方向垂直。本技术使用多处限位装置将阀体压紧固定,在一次装夹内完成异位孔钻孔,提高加工效率,在批量生产中非常高效。
技术研发人员:张凯
受保护的技术使用者:大连熊谷科技有限公司
技术研发日:20230412
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!