一种机夹式大螺距梯形螺纹车刀的制作方法
本技术涉及一种机夹式大螺距梯形螺纹车刀。
背景技术:
1、大型渣浆泵、挖泥泵叶轮与轴多为梯形螺纹连接。为了提高连接强度,梯形螺纹的螺距多在14mm以上。此螺纹通常为数控车床加工,目前,很少有适合此类螺纹加工的机夹式车刀,车间现场多采用焊接式车刀进行加工。整体焊接式刀具缺点是刀片焊接在刀体上,刀片磨损后,刀具即报废,刀杆不能重复使用,成本高,使用不方便。
技术实现思路
1、本实用新型所解决的技术问题是提供一种结构紧凑,使用方便且利用率高的机夹式大螺距梯形螺纹车刀。
2、本实用新型采用如下技术方案:
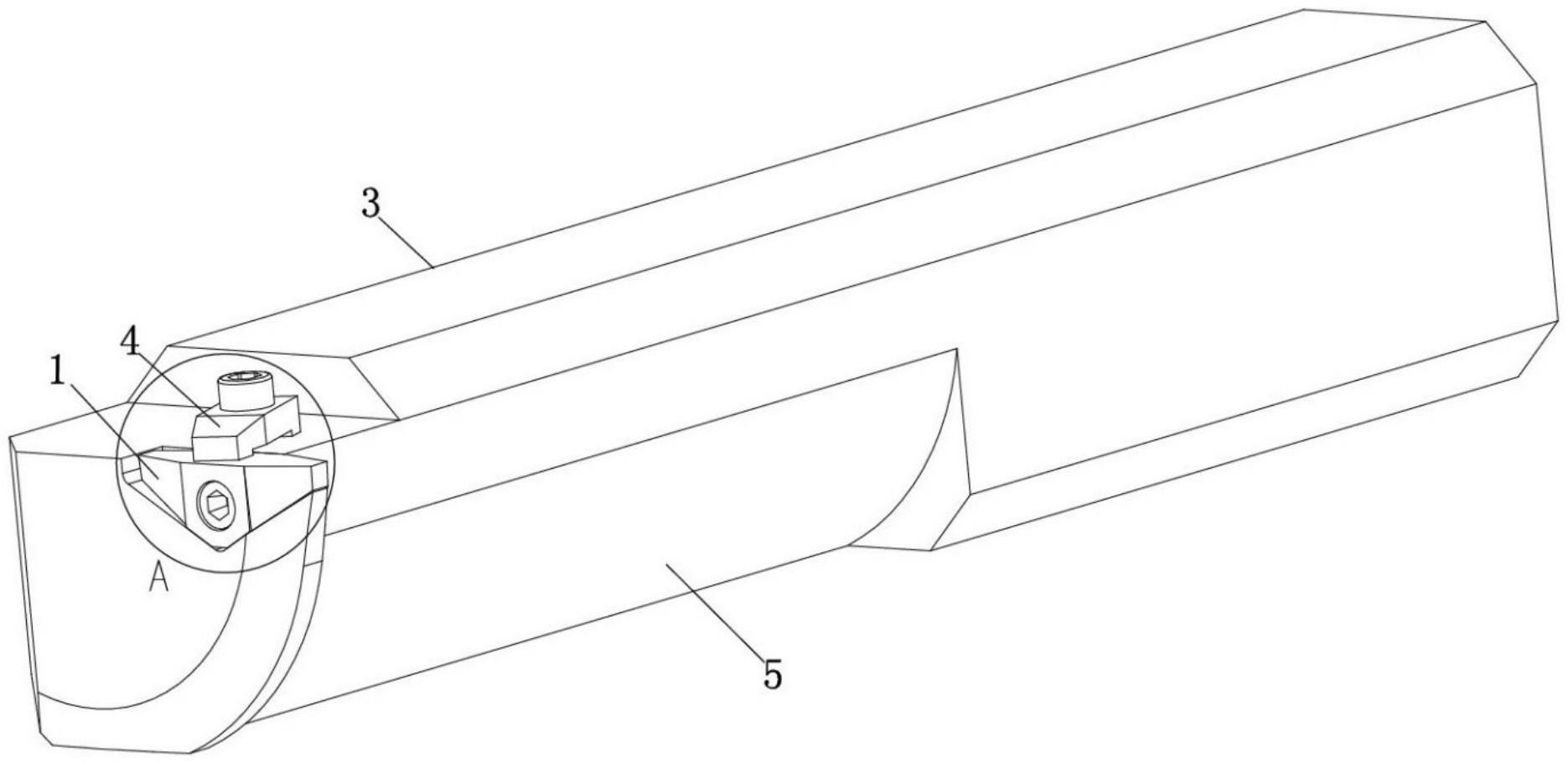
3、本实用新型积包括安装在机床上的刀体、设置在刀体前端的v形槽以及固定安装在v形槽内的与v形槽匹配的v型双刃刀片;所述v型双刃刀片包括固定座以及对称安装在固定座两端的切削部;两个切削部前侧共面的底边延长线相交所呈的角度为120-150°,切削部顶面为等腰梯形,两腰延长线相交所呈的角度为29-30°。
4、本实用新型积所述切削部包括设置在顶部的前刀面、设置在端部的后刀面、设置在两侧的副后刀面、主切削刃和副切削刃;前刀面与后刀面相交的边为主切削刃,前刀面与副后刀面相交的边为副切削刃;所述后刀面与水平面的夹角为83-85°,副后刀面与水平面的夹角为85-88°,前刀面与水平面平行。
5、本实用新型积所述主切削刃与前刀面底边的垂直距离为7-10mm。
6、本实用新型积在刀体前端顶面设置凹槽,所述前刀面与凹槽顶面平齐,在凹槽顶面上固定安装在压板,压板前端压在固定座顶面。
7、本实用新型积在固定座中间部位设置螺孔,在螺孔内螺接与v形槽侧壁连接的紧固螺钉。
8、本实用新型积固定座两端与对应的切削部一体成型。
9、本实用新型积在刀体前端底面一侧设置避让槽。
10、本实用新型积极效果如下:本实用新型v型双刃刀片的固定座两侧对称安装切削部,在一端的切削部磨损后拆卸下来翻转后使用另一端的切削部,安装更换方便,v型双刃刀片安装在刀体前端的v形槽内,使v型双刃刀片准确定位,v型双刃刀片通过压板和侧面紧固螺钉夹紧固定,配合牢固,可以承受大的切削抗力而不松动;切削刃与前刀面底边的垂直距离为7-10mm,即切削部位有效切削长度为7-10mm,可加工螺距14-20mm的梯形螺纹。本实用新型v型双刃刀片安装结构紧凑,与刀体的定位设计合理,极大提高了v型双刃刀片利用率,本实用新型v型双刃刀片采用机械方式夹固在刀体上,刀片磨损后,直接在原刀体上更换新刀片即可继续使用,刀体可以重复使用。
11、本实用新型适用于各种大型渣浆泵、挖泥泵叶轮的梯形螺纹加工,也可用于其它零件大螺距的梯形螺纹车削加工。
技术特征:
1.一种机夹式大螺距梯形螺纹车刀,其特征在于,其包括安装在机床上的刀体(3)、设置在刀体(3)前端的v形槽(2)以及固定安装在v形槽(2)内的与v形槽(2)匹配的v型双刃刀片(1);
2.根据权利要求1所述的一种机夹式大螺距梯形螺纹车刀,其特征在于,所述切削部(12)包括设置在顶部的前刀面(101)、设置在端部的后刀面(102)、设置在两侧的副后刀面(103)、主切削刃(104)和副切削刃(105);
3.根据权利要求2所述的一种机夹式大螺距梯形螺纹车刀,其特征在于,所述主切削刃(104)与前刀面(101)底边的垂直距离为7-10mm。
4.根据权利要求2所述的一种机夹式大螺距梯形螺纹车刀,其特征在于,在刀体(3)前端顶面设置凹槽(31),所述前刀面(101)与凹槽(31)顶面平齐,在凹槽(31)顶面上固定安装在压板(4),压板(4)前端压在固定座(11)顶面。
5.根据权利要求2所述的一种机夹式大螺距梯形螺纹车刀,其特征在于,在固定座(11)中间部位设置螺孔(106),在螺孔(106)内螺接与v形槽(2)侧壁连接的紧固螺钉。
6.根据权利要求1所述的一种机夹式大螺距梯形螺纹车刀,其特征在于,固定座(11)两端与对应的切削部(12)一体成型。
7.根据权利要求1所述的一种机夹式大螺距梯形螺纹车刀,其特征在于,在刀体(3)前端底面一侧设置避让槽(5)。
技术总结
本技术涉及一种机夹式大螺距梯形螺纹车刀,其包括安装在机床上的刀体、设置在刀体前端的V形槽以及固定安装在V形槽内的V型双刃刀片;V型双刃刀片包括固定座以及切削部;本技术在一端的切削部磨损后拆卸下来翻转后使用另一端的切削部,安装更换方便,V型双刃刀片安装在刀体前端的V形槽内,使V型双刃刀片准确定位,V型双刃刀片通过压板和侧面紧固螺钉夹紧固定,配合牢固,可以承受大的切削抗力而不松动;本技术适用于各种大型渣浆泵、挖泥泵叶轮的梯形螺纹加工,也可用于其他零件大螺距的梯形螺纹车削加工。
技术研发人员:闫丽至,刘栋,刘瑞全,李玉刚,王亮,郭志民,赵晓琳
受保护的技术使用者:石家庄工业泵厂有限公司
技术研发日:20230413
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!