绕线焊接机构的制作方法
本技术涉及铂丝绕线焊接,具体涉及绕线焊接机构。
背景技术:
1、绕线机,是把线状的物体缠绕到特定的工件上的机器,使用范围非常广泛,常用绕线机绕制的线多为漆包铜线、纺织线,还有绕制电热器具用的电热线以及焊锡线、电线、电缆等。绕线机的种类繁多,按其用途分类,可以分为通用型和专用型,通用型是指适合安装多种框架绕线的绕线机,专用型是装有固定的专用绕线夹头,只能绕制一种线圈的绕线机,现有许多绕线设备已经将绕线和焊接两个功能组件一体化设置,以确保加工效率。
2、现有的绕线机不合适铂丝的绕线,存在以下问题,其一,因为所使用的铂丝较为纤细,所以在绕线时如果出现拉力不均,容易导致铂丝被拉断;其二,目前市面上的绕线机大多数都能加工螺旋线形的绕线,但螺旋线形绕线与两端的引脚夹角多为90度或180度,无法加工如图1中所示的铂丝产品(该铂丝的中部呈螺旋线形,螺旋线形的两端设有焊接引脚,焊接引脚与螺旋线形之间具有一定角度的夹角),存在一定局限性。为此,我们提出一种全自动铂丝绕线焊接机。
技术实现思路
1、本实用新型提出一种绕线焊接机构,解决绕线拉力以及加工不同引脚倾斜角度的问题。
2、本实用新型的目的是通过以下方式实现的:
3、绕线焊接机构,包括焊接装置和绕线装置,焊接装置设置于绕线装置的一侧,绕线装置包括送线组件、控线组件和绕线组件;绕线组件包括承载座体、固定轴套和绕线转轴,固定轴套通过旋转架体安装于承载座体上,旋转架体可在承载座体上进行旋转,承载座体的下端设置有用于与旋转架体进行连接的第一电机,固定轴套内设置有用于容纳绕线转轴的腔体,固定轴套的一端设置有夹线器,夹线器包括有限位夹块和驱动气缸,驱动气缸设置于旋转架体上,并与限位夹块进行配合,旋转架体上设置有驱动绕线转轴旋转的旋转电机,旋转电机的下方设置有用于与绕线转轴进行连接的丝杆电机;控线组件和送线组件依次设置于绕线组件相对立的一侧,送线组件包括有电动送线器和张力器,张力器内设置有感应模块;固定轴套与控线组件之间设置有裁切组件和受力组件;受力组件包括有受力支柱,受力支柱通过升降气缸安装于固定轴套的下方。
4、进一步的,裁切组件包括第一裁切刀和第一裁切座体,第一裁切刀通过第一气缸安装于旋转架体上,第一裁切座体通过第二气缸安装于第一裁切刀的下方。
5、进一步的,控线组件包括第一x轴丝杆导轨、第一y轴丝杆导轨和两个第一控线夹爪,第一y轴丝杆导轨通过第一z轴丝杆导轨安装于第一x轴丝杆导轨上,两个第一控线夹爪通过第一架体安装于第一y轴丝杆导轨上,第一架体靠近绕线组件的一端安装有导线锥头。
6、进一步的,焊接装置和绕线装置之间设置有转移组件,转移组件包括翻转电机和两个第二控线夹爪,翻转电机通过第二y轴丝杆导轨安装于绕线装置和焊接装置之间,两个第二控线夹爪分别通过对应的伸缩气缸对称安装于翻转电机上。
7、进一步的,固定轴套靠近限位夹块的一端设置有锥部,锥部的一侧设置有型腔。
8、进一步的,绕线装置的一侧安装有热风枪。
9、进一步的,承载座体上设置有行程导槽。
10、进一步的,焊接装置包括焊接头和第二x轴丝杆导轨,第二x轴丝杆导轨通过第二架体安装于流转机构的上方,焊接头通过第二z轴丝杆导轨安装于第四x轴丝杆导轨上。
11、进一步的,第二z轴丝杆导轨的一侧通过第三气缸安装有第二裁切刀,第二z轴丝杆导轨的下方通过第四气缸安装有可升降的第二裁切座体,第二裁切座体内设置有储料槽。
12、进一步的,焊接装置的下方设置有旋转装置,旋转装置包括有限位治具、固定座体、第二电机和第五气缸,限位治具可旋转地安装于固定座体上,限位治具的下端设置有凸出于固定座体的连接块,固定座体的一侧可升降地安装有用于与连接块进行配合的锁止导柱,第二电机通过第三架体安装于第五气缸上,第二电机上设置有用于与连接块进行配合的导向柱,第三架体上通过第六气缸安装有用于与锁止导柱进行配合的推送支架。
13、本实用新型的有益效果:其一,绕线组件在控线组件和送线组件的配合,可将铂丝进行绕线,同时因为旋转架体可在承载座体上进行旋转的设置以及第一电机的设置,所以绕线装置可对铂丝的引脚进行不同角度的弯折,以便于加工不同的产品;其二,在绕线过程中,电动送线器会根据张力器上所受到的压力既而调整铂丝的送线速度,以降低铂丝断线的概率,并且张力器内的感应模块可检测是否出现断线。
技术特征:
1.绕线焊接机构,包括焊接装置和绕线装置,焊接装置设置于绕线装置的一侧,其特征在于:所述绕线装置包括送线组件、控线组件和绕线组件;
2.根据权利要求1所述绕线焊接机构,其特征在于:所述裁切组件包括第一裁切刀(14)和第一裁切座体(15),第一裁切刀(14)通过第一气缸(16)安装于旋转架体(4)上,第一裁切座体(15)通过第二气缸(17)安装于第一裁切刀(14)的下方。
3.根据权利要求1所述绕线焊接机构,其特征在于:所述控线组件包括第一x轴丝杆导轨(18)、第一y轴丝杆导轨(19)和两个第一控线夹爪(20),第一y轴丝杆导轨(19)通过第一z轴丝杆导轨(21)安装于第一x轴丝杆导轨(18)上,两个第一控线夹爪(20)通过第一架体(22)安装于第一y轴丝杆导轨(19)上,第一架体(22)靠近绕线组件的一端安装有导线锥头(23)。
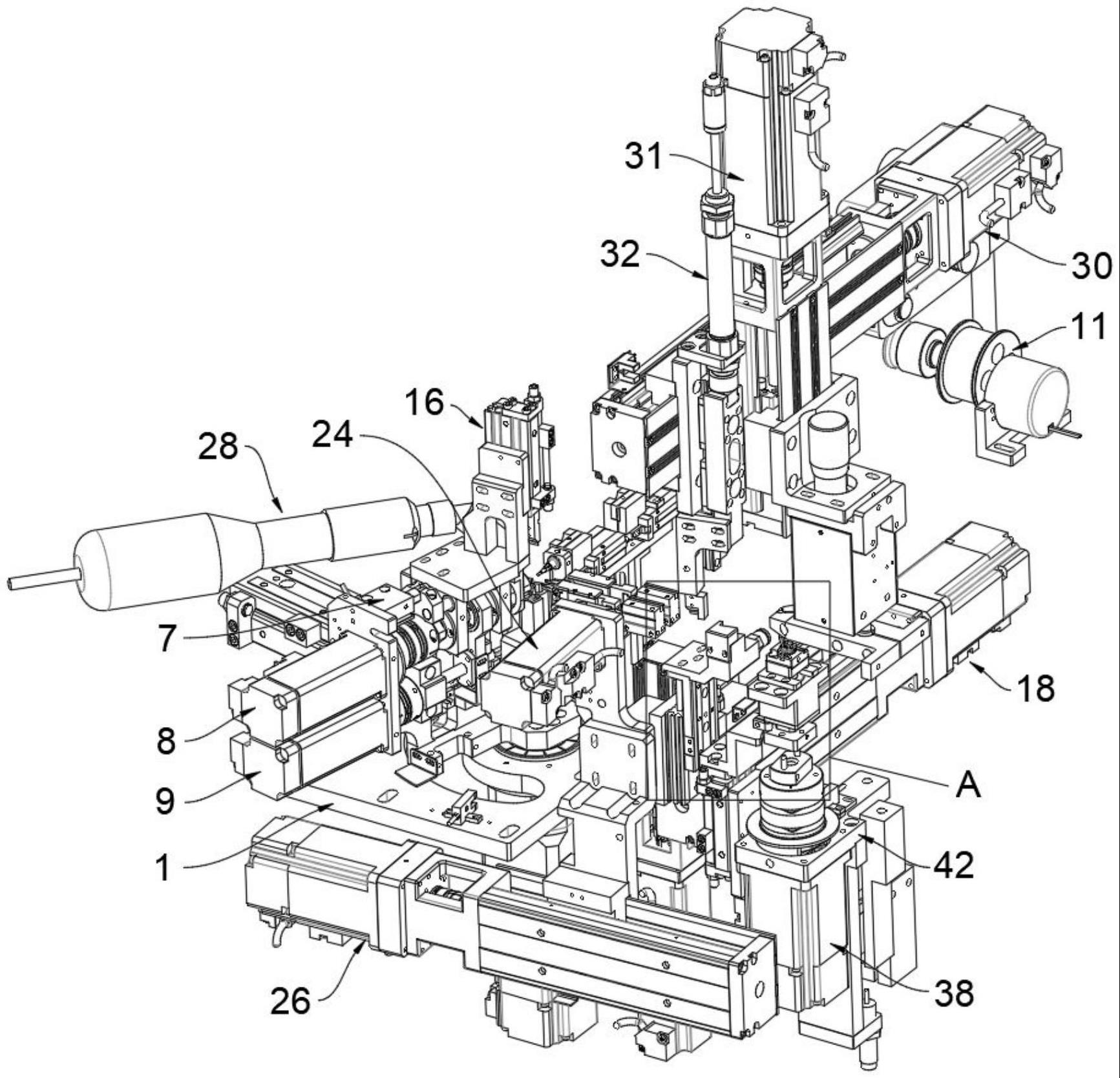
4.根据权利要求1所述绕线焊接机构,其特征在于:所述焊接装置和绕线装置之间设置有转移组件,转移组件包括翻转电机(24)和两个第二控线夹爪(25),翻转电机(24)通过第二y轴丝杆导轨(26)安装于绕线装置和焊接装置之间,两个第二控线夹爪(25)分别通过对应的伸缩气缸(27)对称安装于翻转电机(24)上。
5.根据权利要求1所述绕线焊接机构,其特征在于:所述固定轴套(2)靠近夹线器的一端设置有锥部,锥部的一侧设置有型腔。
6.根据权利要求1所述绕线焊接机构,其特征在于:所述绕线装置的一侧安装有热风枪(28)。
7.根据权利要求1所述绕线焊接机构,其特征在于:所述承载座体(1)上设置有行程导槽。
8.根据权利要求1-7任意一项所述绕线焊接机构,其特征在于:所述焊接装置包括焊接头(29)和第二x轴丝杆导轨(30),第二x轴丝杆导轨(30)通过第二架体安装于流转机构的上方,焊接头(29)通过第二z轴丝杆导轨(31)安装于第四x轴丝杆导轨上。
9.根据权利要求8所述绕线焊接机构,其特征在于:所述第二z轴丝杆导轨(31)的一侧通过第三气缸(32)安装有第二裁切刀(33),第二z轴丝杆导轨(31)的下方通过第四气缸(34)安装有可升降的第二裁切座体(35),第二裁切座体(35)内设置有储料槽(3501)。
10.根据权利要求1-7任意一项所述绕线焊接机构,其特征在于:所述焊接装置的下方设置有旋转装置,旋转装置包括有限位治具(36)、固定座体(37)、第二电机(38)和第五气缸(39),限位治具(36)可旋转地安装于固定座体(37)上,限位治具(36)的下端设置有凸出于固定座体(37)的连接块(40),固定座体(37)的一侧可升降地安装有用于与连接块(40)进行配合的锁止导柱(41),第二电机(38)通过第三架体(42)安装于第五气缸(39)上,第二电机(38)上设置有用于与连接块(40)进行配合的导向柱(43),第三架体(42)上通过第六气缸(44)安装有用于与锁止导柱(41)进行配合的推送支架(45)。
技术总结
本技术涉及铂丝绕线焊接技术领域的绕线焊接机构,包括焊接装置和绕线装置,绕线装置包括送线组件、控线组件和绕线组件,线组件包括承载座体、固定轴套和绕线转轴,控线组件和送线组件依次设置于绕线组件相对立的一侧,送线组件包括有电动送线器和张力器,张力器内设置有感应模块,绕线组件在控线组件和送线组件的配合,可将铂丝进行绕线,同时因为旋转架体可在承载座体上进行旋转的设置以及第一电机的设置,所以绕线装置可对铂丝的引脚进行不同角度的弯折,以便于加工不同的产品,在绕线过程中,电动送线器会根据张力器上所受到的压力既而调整铂丝的送线速度,以降低铂丝断线的概率,并且张力器内的感应模块可检测是否出现断线。
技术研发人员:高李伟
受保护的技术使用者:东莞市华涵自动化设备有限公司
技术研发日:20230412
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!