刀套装置的制作方法
本技术涉及刀库刀套,具体为刀套装置。
背景技术:
1、刀库系统是提供自动化加工过程中所需之储刀及换刀需求的一种装置;其自动换刀机构及可以储放多把刀具的刀库;改变了传统以人为主的生产方式。借由电脑程式的控制,可以完成各种不同的加工需求,如铣削、钻孔、搪孔、攻牙等。
2、刀库有一个个刀套链式组合起来,机械手换刀的动作有 凸轮机构控制,零件的加工比较复杂,车床刀套广泛地应用于数控车床,一个数控车床通常包括多个车床刀套,车床刀套内装有刀体并安装在刀盘上,当需要使用不同的车床刀体时,机械手会从刀盘上选取相应车床刀体以加工工件。
3、现有技术中的多数刀套结构复杂,不便于快速更换刀具,降低了车床的加工效率,且一个刀套只能配合一种拉钉使用,若是不同角度的拉钉,则不适配了,当前刀套的适用范围较小。
4、经检索,申请号为cn201420658323.5的专利公开了一种车床刀套,包括呈筒状刀套本体,刀套本体的侧面上开有紧固孔,还包括顶紧装置和拉杆,刀套本体的侧面上设有滑槽,该滑槽与紧固孔相通,拉杆包括竖向块和横向杆,竖向块和横向杆相连呈l形,横向杆插入滑槽中,横向杆可覆盖和完全脱离紧固孔,竖向块位于刀套本体内,竖向块上设有磁铁层,顶紧装置包括顶杆和连接在刀套本体上的支架,顶杆的一端连接在支架上,另一端伸入紧固孔并从紧固孔内伸出,顶杆上设有压簧段。该实用新型通过刀体将横向杆封闭和开启,从而实现顶杆的松开和开启,不需要由电机和电脑板来控制顶杆,刀体可自行顶紧和松开,在刀体固定方面节省了不少的费用,从而降低了数控车床的整体成本。
5、上述方案即存在上面提到的结构复杂,不便于快速更换刀具;一个刀套只能配合一种拉钉使用的问题,因此我们需要提出刀套装置。
技术实现思路
1、本实用新型的目的在于提供刀套装置,结构简单,便于快速更换刀具,即提高了车床的加工效率,且承载重量大,耐磨损,可更换不同角度的拉钉配块,并且适用于重型刀刀库设备,不同角度拉钉均可使用,增加了刀套的适用范围,以解决上述背景技术中提出的问题。
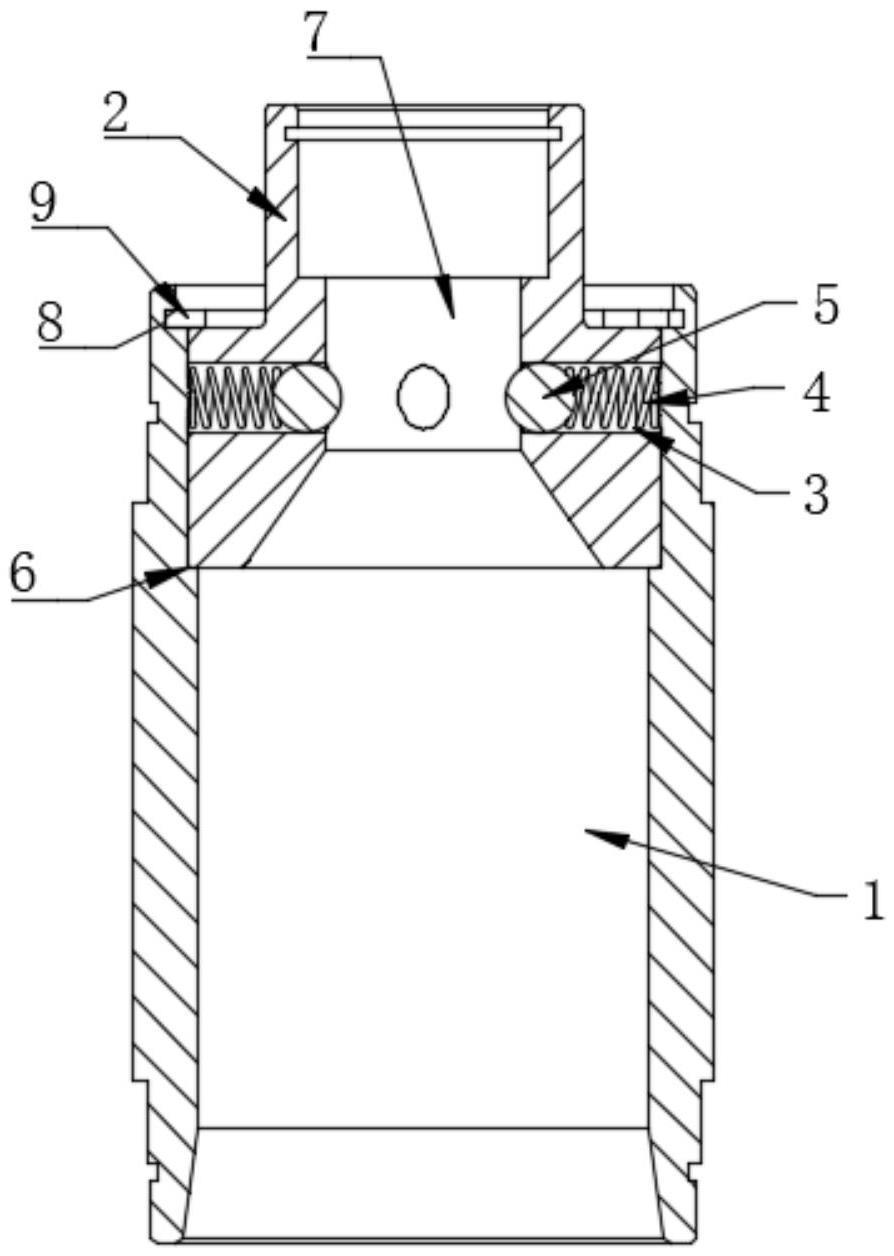
2、为实现上述目的,本实用新型提供如下技术方案:刀套装置,包括刀套主体,所述刀套主体的内部通过卡簧卡接固定有拉钉配块,所述拉钉配块上开设有通孔,所述通孔的内壁开设有安装槽,所述安装槽的内部安装有用于固定刀具的限位机构,所述限位机构包括连接在安装槽内壁上的压簧,所述压簧的端部连接有钢珠。
3、优选的,所述刀套主体的内壁开设有缺槽,所述拉钉配块的底部卡接在缺槽上。
4、优选的,所述缺槽的内壁上端开设有卡槽,所述卡簧卡接在卡槽的内部,且所述卡簧压合在拉钉配块的表面。
5、优选的,所述刀套主体的外壁上端和外壁下端均开设有阶梯槽,所述阶梯槽上开设有环形槽。
6、优选的,所述限位机构设置有四组,四组所述限位机构呈等角度设置。
7、与现有技术相比,本实用新型的有益效果是:
8、本实用新型先将压簧固定在安装槽的内部,再将钢珠固定在压簧的一端,然后再将拉钉配块装配进刀套主体的内部,即先将拉钉配块的底部抵触在缺槽上,并将卡簧安装在卡槽的内部,且卡簧压合在拉钉配块上,即完成拉钉配块的装配,本实用新型结构简单,便于快速更换刀具,即提高了车床的加工效率,且承载重量大,耐磨损,可更换不同角度的拉钉配块,并且适用于重型刀刀库设备,不同角度拉钉均可使用,增加了刀套的适用范围。
技术特征:
1.刀套装置,其特征在于:包括刀套主体(1),所述刀套主体(1)的内部通过卡簧(9)卡接固定有拉钉配块(2),所述拉钉配块(2)上开设有通孔(7),所述通孔(7)的内壁开设有安装槽(3),所述安装槽(3)的内部安装有用于固定刀具的限位机构,所述限位机构包括连接在安装槽(3)内壁上的压簧(4),所述压簧(4)的端部连接有钢珠(5)。
2.根据权利要求1所述的刀套装置,其特征在于:所述刀套主体(1)的内壁开设有缺槽(6),所述拉钉配块(2)的底部卡接在缺槽(6)上。
3.根据权利要求2所述的刀套装置,其特征在于:所述缺槽(6)的内壁上端开设有卡槽(8),所述卡簧(9)卡接在卡槽(8)的内部,且所述卡簧(9)压合在拉钉配块(2)的表面。
4.根据权利要求1所述的刀套装置,其特征在于:所述刀套主体(1)的外壁上端和外壁下端均开设有阶梯槽(12),所述阶梯槽(12)上开设有环形槽(11)。
5.根据权利要求1所述的刀套装置,其特征在于:所述限位机构设置有四组,四组所述限位机构呈等角度设置。
技术总结
本技术公开了刀套装置,包括刀套主体,所述刀套主体的内部通过卡簧卡接固定有拉钉配块,首先选择好合适角度的拉钉配块,并在拉钉配块的内部安装限位机构,具体的,先将压簧固定在安装槽的内部,再将钢珠固定在压簧的一端,然后再将拉钉配块装配进刀套主体的内部,即先将拉钉配块的底部抵触在缺槽上,并将卡簧安装在卡槽的内部,且卡簧压合在拉钉配块上,即完成拉钉配块的装配,本技术结构简单,便于快速更换刀具,即提高了车床的加工效率,且承载重量大,耐磨损,可更换不同角度的拉钉配块,并且适用于重型刀刀库设备,不同角度拉钉均可使用,增加了刀套的适用范围。
技术研发人员:任洪平,李英群
受保护的技术使用者:天津和瑞兴华科技有限公司
技术研发日:20230414
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!