环锻件自动化生产线中的排屑系统的制作方法
本技术涉及环锻件生产设备领域,具体涉及环锻件自动化生产线中的排屑系统。
背景技术:
1、环锻件在锻造得到后还需要在车床上进行机加工,环锻件机加工时会产生很多缠绕在一起的废屑丝,废屑丝通常由车床的操作工人手动清扫收集至小车中,然后由工人推着小车将废屑丝送至废屑堆放点。废屑丝的手动清扫收集以及人工转运会大大降低环锻件的生产效率,不适合用于环锻件自动化生产线中。
技术实现思路
1、本实用新型所要解决的技术问题是:将提供一种能自动收集废屑丝并且能将收集到的废屑丝汇集转运到一起的环锻件自动化生产线中的排屑系统。
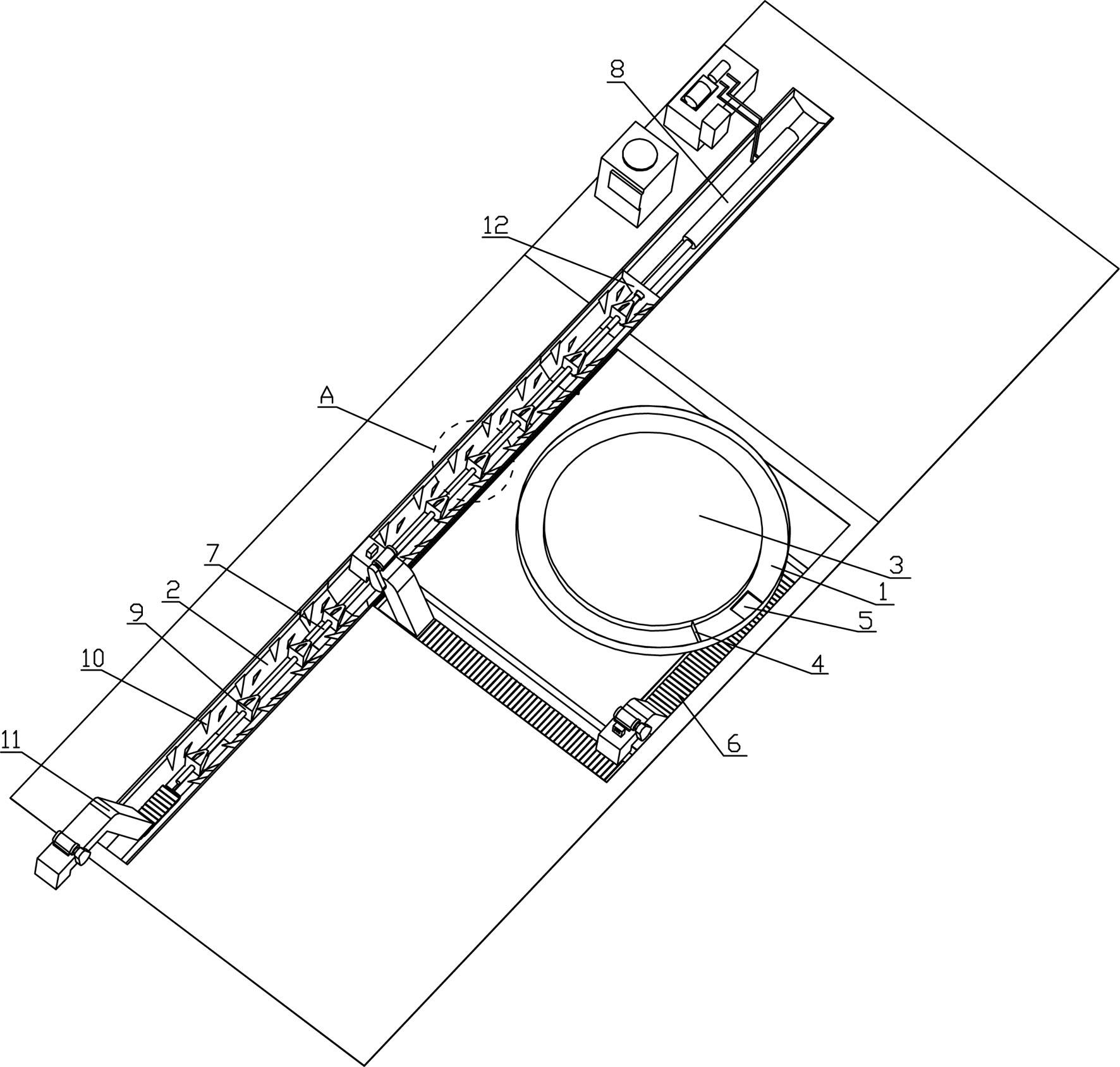
2、为了解决上述问题,本实用新型所采用的技术方案为:环锻件自动化生产线中的排屑系统,其特征在于:包括:与各个环锻件机加工车床一一对应的废屑收集槽、一个排屑沟槽,废屑收集槽环绕布置于环锻件机加工车床的装夹台外侧后能对环锻件加工时产生的废屑丝进行收集,废屑收集槽中设置有刮板,在废屑收集槽的底部上设置有落料口,在落料口和排屑沟槽之间设置有转运输送机构,刮板用于与环锻件机加工车床的装夹台相固定,使得刮板在装夹台的驱动下旋转后能将废屑收集槽中的废屑丝推移至落料口中,废屑丝穿过落料口后能掉落至转运输送机构上,转运输送机构能将废屑丝输送至排屑沟槽中,在排屑沟槽中设置有一根沿着排屑沟槽布置的推拉杆,在排屑沟槽的后端中设置有一个用于驱动推拉杆前后移动的推拉驱动机构,在推拉杆上设置有若干个沿着推拉杆间隔布置的推屑块,推屑块呈锥形,推屑块的后端体积小、前端体积大,各个推屑块和排屑沟槽底部之间设置有能对各个推屑块进行前后导向的导向机构,在排屑沟槽左右两侧的侧壁上均设置有若干个沿着排屑沟槽间隔排布的止退倒刺,每个止退倒刺前倾布置,使得止退倒刺能通过勾住废屑丝而能阻止废屑丝向后移动,但是不会阻碍废屑丝向前移动,所以各个推屑块在推拉杆的带动下向前移动时,排屑沟槽中的废屑丝能被各个推屑块推着向前移动,各个推屑块在推拉杆的带动下向后移动时,由于推屑块呈前大后小的锥形以及止退倒刺能阻挡废屑丝向后移动,使得各个推屑块能穿过位于其后方的废屑丝,随着推拉杆带着各个推屑块往复前后移动,排屑沟槽中的废屑丝会被逐渐输送至排屑沟槽前端中。
3、进一步的,前述的环锻件自动化生产线中的排屑系统,其中:在排屑沟槽的前端中设置有一个提升输送机构,提升输送机构能对排屑沟槽前端中的废屑丝进行提升,使得废屑丝能离开排屑沟槽。
4、进一步的,前述的环锻件自动化生产线中的排屑系统,其中:转运输送机构至少由一个链板式排屑机组成,提升输送机构为一个链板式排屑机。
5、进一步的,前述的环锻件自动化生产线中的排屑系统,其中:推拉驱动机构为油缸,推拉驱动机构和推拉杆之间的排屑沟槽中设置有一块隔板,推拉驱动机构的活塞杆穿过隔板和与推拉杆相固定。
6、进一步的,前述的环锻件自动化生产线中的排屑系统,其中:导向机构的结构为:在排屑沟槽的底面上设置有一根沿着排屑沟槽布置的导向凸边,各个推屑块的下表面上设置有卡槽,各个推屑块受到导向凸边的支撑,并且导向凸边卡入至各个推屑块上的卡槽中,使得导向凸边能对各个推屑块进行前后导向。
7、进一步的,前述的环锻件自动化生产线中的排屑系统,其中:在每个推屑块的上表面上设置有一个前倾且向上翘起的推屑板,推屑块向前移动时,推屑板能勾拉废屑丝,使得废屑丝能被推屑板带着向前移动,推屑块向后移动时,推屑板不会勾拉废屑丝。
8、进一步的,前述的环锻件自动化生产线中的排屑系统,其中:排屑沟槽的左右两侧壁均倾斜布置,使得排屑沟槽的顶部宽度大于底部宽度。
9、本实用新型的优点为:所述的环锻件自动化生产线中的排屑系统能同时对环锻件自动化生产线中的多个环锻件机加工车床上的废屑丝进行收集,并且能将收集到的废屑丝汇集转运到一起,从而能大大提高环锻件的生产效率。
技术特征:
1.环锻件自动化生产线中的排屑系统,其特征在于:包括:与各个环锻件机加工车床一一对应的废屑收集槽、一个排屑沟槽,废屑收集槽环绕布置于环锻件机加工车床的装夹台外侧后能对环锻件加工时产生的废屑丝进行收集,废屑收集槽中设置有刮板,在废屑收集槽的底部上设置有落料口,在落料口和排屑沟槽之间设置有转运输送机构,刮板用于与环锻件机加工车床的装夹台相固定,使得刮板在装夹台的驱动下旋转后能将废屑收集槽中的废屑丝推移至落料口中,废屑丝穿过落料口后能掉落至转运输送机构上,转运输送机构能将废屑丝输送至排屑沟槽中,在排屑沟槽中设置有一根沿着排屑沟槽布置的推拉杆,在排屑沟槽的后端中设置有一个用于驱动推拉杆前后移动的推拉驱动机构,在推拉杆上设置有若干个沿着推拉杆间隔布置的推屑块,推屑块呈锥形,推屑块的后端体积小、前端体积大,各个推屑块和排屑沟槽底部之间设置有能对各个推屑块进行前后导向的导向机构,在排屑沟槽左右两侧的侧壁上均设置有若干个沿着排屑沟槽间隔排布的止退倒刺,每个止退倒刺前倾布置。
2.根据权利要求1所述的环锻件自动化生产线中的排屑系统,其特征在于:在排屑沟槽的前端中设置有一个提升输送机构,提升输送机构能对排屑沟槽前端中的废屑丝进行提升,使得废屑丝能离开排屑沟槽。
3.根据权利要求2所述的环锻件自动化生产线中的排屑系统,其特征在于:转运输送机构至少由一个链板式排屑机组成,提升输送机构为一个链板式排屑机。
4.根据权利要求1或2或3所述的环锻件自动化生产线中的排屑系统,其特征在于:推拉驱动机构为油缸,推拉驱动机构和推拉杆之间的排屑沟槽中设置有一块隔板,推拉驱动机构的活塞杆穿过隔板和与推拉杆相固定。
5.根据权利要求1或2或3所述的环锻件自动化生产线中的排屑系统,其特征在于:导向机构的结构为:在排屑沟槽的底面上设置有一根沿着排屑沟槽布置的导向凸边,各个推屑块的下表面上设置有卡槽,各个推屑块受到导向凸边的支撑,并且导向凸边卡入至各个推屑块上的卡槽中,使得导向凸边能对各个推屑块进行前后导向。
6.根据权利要求1或2或3所述的环锻件自动化生产线中的排屑系统,其特征在于:在每个推屑块的上表面上设置有一个前倾且向上翘起的推屑板,推屑块向前移动时,推屑板能勾拉废屑丝,使得废屑丝能被推屑板带着向前移动,推屑块向后移动时,推屑板不会勾拉废屑丝。
7.根据权利要求1或2或3所述的环锻件自动化生产线中的排屑系统,其特征在于:排屑沟槽的左右两侧壁均倾斜布置,使得排屑沟槽的顶部宽度大于底部宽度。
技术总结
本技术公开了环锻件自动化生产线中的排屑系统,包括:废屑收集槽、排屑沟槽,废屑收集槽中设有刮板,废屑收集槽的底部上设有落料口,落料口和排屑沟槽之间设有转运输送机构,转运输送机构能将废屑丝输送至排屑沟槽中,排屑沟槽中设有推拉杆,排屑沟槽的后端中设有推拉驱动机构,推拉杆上设有若干个推屑块,推屑块的后端体积小、前端体积大,各个推屑块和排屑沟槽底部之间设有导向机构,排屑沟槽左右两侧的侧壁上均设有若干个止退倒刺。所述的环锻件自动化生产线中的排屑系统能同时对环锻件自动化生产线中的多个环锻件机加工车床上的废屑丝进行收集,并且能将收集到的废屑丝汇集转运到一起,从而能大大提高环锻件的生产效率。
技术研发人员:杭志立,钱航翊,马苏,陈艺杰,季晓杰
受保护的技术使用者:张家港中环海陆高端装备股份有限公司
技术研发日:20230414
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!