一种管道氩弧焊焊接工装的制作方法
本技术涉及焊接工装,尤其涉及一种管道氩弧焊焊接工装。
背景技术:
1、现有施工现场使用氩弧焊焊接工装,尤其针对尺寸较大管道均为工人现场临时制作工装,使用木块,海绵或者其他软材料(如棉布等),其构造较为简单,两侧做成圆形,可填充进入管道,中间使用麻绳或者尼龙绳连接,焊接的时候作为氩气的隔断,减少氩气的使用。例如申请号为cn201710969001.0公开了一种镍基合金管道焊接用工装,但是该装置中两侧支撑盘尺寸往往由于现场加工精度不高,材质不好而造成不密封,泄露,导致氩气纯度不高,影响焊接质量,且其工装为固定尺寸,对不同管道的尺寸无可替换性。
技术实现思路
1、为了解决上述问题,本实用新型提出一种管道氩弧焊焊接工装,以更加确切地解决上述所述问题。
2、本实用新型通过以下技术方案实现的:
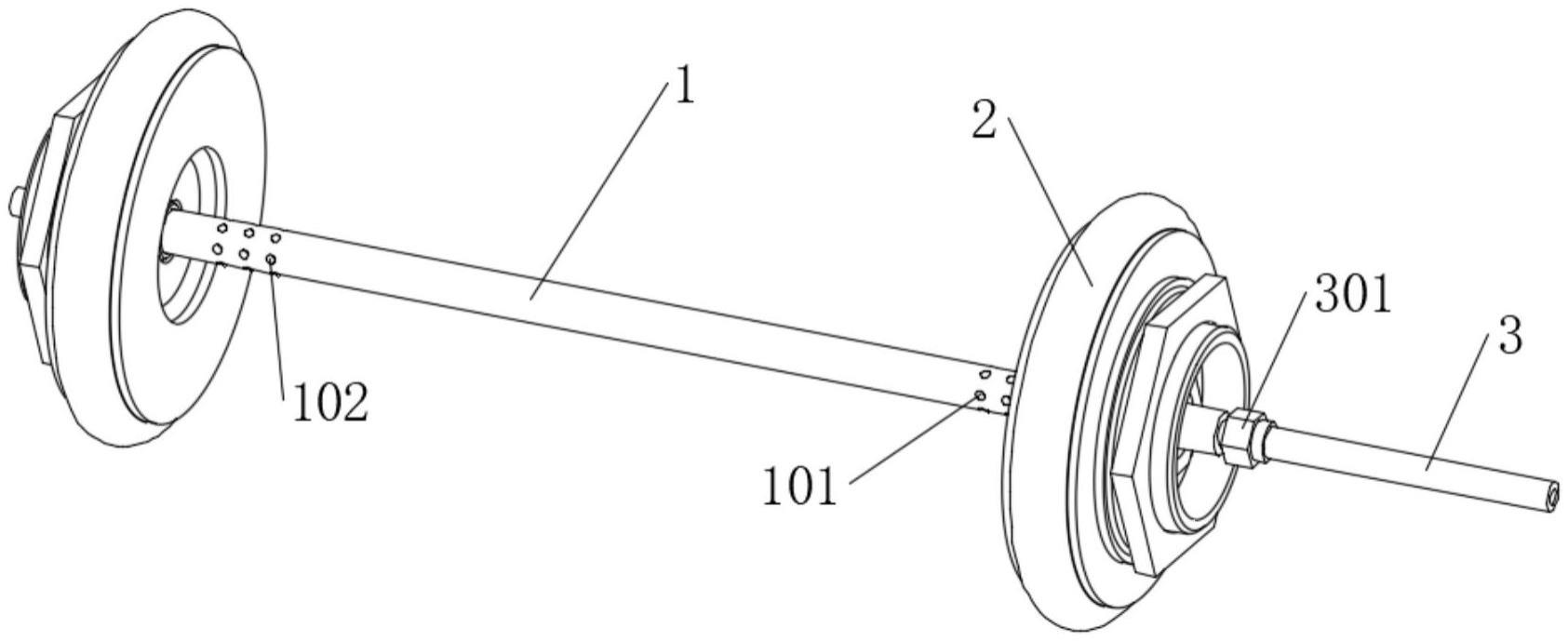
3、本实用新型提出一种管道氩弧焊焊接工装,包括一对密封盘件和赛钢加固内芯,所述赛钢加固内芯连接于一对密封盘件之间,所述密封盘件包括第一盘体和第二盘体,所述第一盘体靠近第二盘体的一侧一体成型有套芯,第二盘体靠近第一盘体的一侧一体成型有滑套部,且滑套部配合滑套于套芯外部,所述第一盘体、第二盘体的内侧面外圈边一体成型有环形卡槽,且第一盘体、第二盘体内侧面所设的环形卡槽之间配合有尼龙弹性密封环,所述套芯的中部开设有用于赛钢加固内芯端部贯穿的插孔,赛钢加固内芯两端分别贯穿插设于套芯中部所开设的插孔中,赛钢加固内芯的两端设有气管接头,且赛钢加固内芯一端所设的气管接头连接有氩气管道,所述赛钢加固内芯的两侧分别设有氩气进气孔区和排气孔区,氩气进气孔区、排气孔区分别设置于靠近两个密封盘件的内侧位置。
4、进一步的,所述尼龙弹性密封环为横截面呈“ω”,尼龙弹性密封环的两侧部与且第一盘体、第二盘体内侧面所设的环形卡槽密封粘合。
5、进一步的,所述套芯的外端一体成型有松紧部,松紧部外壁设有外螺纹,且松紧部通过螺纹连接有松紧压环,松紧压环与第二盘体的一侧相抵触。
6、进一步的,所述套芯与滑套部的贴合面中部开设有弹簧安装环槽,且弹簧安装环槽中配合有压力弹簧,压力弹簧两端分别与套芯、滑套部所设的弹簧安装环槽侧壁相抵触。
7、进一步的,所述套芯、滑套部的贴合面上个设有一道密封环槽,且两道密封环槽分别设置于弹簧安装环槽的两侧,密封环槽中配合有密封胶圈。
8、进一步的,所述气管接头外壁设有外螺纹,且气管接头与氩气管道端部所设的螺帽接头通过螺纹连接。
9、进一步的,所述氩气进气孔区、排气孔区均由多个气孔组成,多个气孔沿赛钢加固内芯的轴心呈环形阵列设置。
10、进一步的,所述套芯中部所开设的插孔的一端口为圆锥形缩口孔,圆锥形缩口孔中配合有氩气进气孔区,氩气进气孔区套设于赛钢加固内芯外部,插孔另一端口内壁设有内螺纹,且插孔通过螺纹连接有松紧螺母,松紧螺母内端与弹性胶套相抵触。
11、本实用新型的有益效果:
12、1、本实用新型在将密封盘件置于管道内部后,通过对松紧压环进行扳转,与松紧部啮合,使松紧压环与第二盘体的一侧相抵触,从而对第二盘体进行推动,使第一盘体、第二盘体夹合,第一盘体、第二盘体之间所连接的尼龙弹性密封环中部则受挤压向外凸出,与管道内壁紧密抵触,能够在满足一定尺径范围内的管道加工,且保证密封盘件保证密封盘件对管道的密封性,且固定简单;
13、2、本实用新型在将一对密封盘件装配于管道内后,且在一对密封盘件之间连接赛钢加固内芯,通过氩气管道往赛钢加固内芯中充入氩气,氩气沿氩气进气孔区处充入管道内部,同时管道内部原有空气通过排气孔区进入赛钢加固内芯的另一端口排出,保证管道内部能够充分充满氩气。
技术特征:
1.一种管道氩弧焊焊接工装,包括一对密封盘件(2)和赛钢加固内芯(1),其特征在于,所述赛钢加固内芯(1)连接于一对密封盘件(2)之间,所述密封盘件(2)包括第一盘体(201)和第二盘体(202),所述第一盘体(201)靠近第二盘体(202)的一侧一体成型有套芯(2011),第二盘体(202)靠近第一盘体(201)的一侧一体成型有滑套部(2021),且滑套部(2021)配合滑套于套芯(2011)外部,所述第一盘体(201)、第二盘体(202)的内侧面外圈边一体成型有环形卡槽,且第一盘体(201)、第二盘体(202)内侧面所设的环形卡槽之间配合有尼龙弹性密封环(203),所述套芯(2011)的中部开设有用于赛钢加固内芯(1)端部贯穿的插孔,赛钢加固内芯(1)两端分别贯穿插设于套芯(2011)中部所开设的插孔中,赛钢加固内芯(1)的两端设有气管接头(103),且赛钢加固内芯(1)一端所设的气管接头(103)连接有氩气管道(3),所述赛钢加固内芯(1)的两侧分别设有氩气进气孔区(101)和排气孔区(102),氩气进气孔区(101)、排气孔区(102)分别设置于靠近两个密封盘件(2)的内侧位置。
2.根据权利要求1所述的一种管道氩弧焊焊接工装,其特征在于,所述尼龙弹性密封环(203)为横截面呈“ω”,尼龙弹性密封环(203)的两侧部与且第一盘体(201)、第二盘体(202)内侧面所设的环形卡槽密封粘合。
3.根据权利要求1所述的一种管道氩弧焊焊接工装,其特征在于,所述套芯(2011)的外端一体成型有松紧部(2012),松紧部(2012)外壁设有外螺纹,且松紧部(2012)通过螺纹连接有松紧压环(2013),松紧压环(2013)与第二盘体(202)的一侧相抵触。
4.根据权利要求1所述的一种管道氩弧焊焊接工装,其特征在于,所述套芯(2011)与滑套部(2021)的贴合面中部开设有弹簧安装环槽,且弹簧安装环槽中配合有压力弹簧(204),压力弹簧(204)两端分别与套芯(2011)、滑套部(2021)所设的弹簧安装环槽侧壁相抵触。
5.根据权利要求4所述的一种管道氩弧焊焊接工装,其特征在于,所述套芯(2011)、滑套部(2021)的贴合面上个设有一道密封环槽,且两道密封环槽分别设置于弹簧安装环槽的两侧,密封环槽中配合有密封胶圈(205)。
6.根据权利要求1所述的一种管道氩弧焊焊接工装,其特征在于,所述气管接头(103)外壁设有外螺纹,且气管接头(103)与氩气管道(3)端部所设的螺帽接头(301)通过螺纹连接。
7.根据权利要求1所述的一种管道氩弧焊焊接工装,其特征在于,所述氩气进气孔区(101)、排气孔区(102)均由多个气孔组成,多个气孔沿赛钢加固内芯(1)的轴心呈环形阵列设置。
8.根据权利要求1所述的一种管道氩弧焊焊接工装,其特征在于,所述套芯(2011)中部所开设的插孔的一端口为圆锥形缩口孔,圆锥形缩口孔中配合有氩气进气孔区(101),氩气进气孔区(101)套设于赛钢加固内芯(1)外部,插孔另一端口内壁设有内螺纹,且插孔通过螺纹连接有松紧螺母(207),松紧螺母(207)内端与弹性胶套(206)相抵触。
技术总结
本技术提出一种管道氩弧焊焊接工装,包括一对密封盘件和赛钢加固内芯,所述赛钢加固内芯连接于一对密封盘件之间,本技术在将密封盘件置于管道内部后,通过对松紧压环进行扳转,与松紧部啮合,使松紧压环与第二盘体的一侧相抵触,从而对第二盘体进行推动,使第一盘体、第二盘体夹合,第一盘体、第二盘体之间所连接的尼龙弹性密封环中部则受挤压向外凸出,与管道内壁紧密抵触,能够在满足一定尺径范围内的管道加工,且保证密封盘件保证密封盘件对管道的密封性,且固定简单。
技术研发人员:鲍春雷,张立峰,孙从章
受保护的技术使用者:上海梵茨科技工程有限公司
技术研发日:20230414
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!