一种氩弧焊接二次吹氩保护装置的制作方法
本技术涉及金属焊接,尤其涉及一种氩弧焊接二次吹氩保护装置。
背景技术:
1、钛钢复合板材具有优良的耐腐蚀性能,目前钛钢复合板材作为一种新型构造材料被广泛应用于工业和企业的管道升级改造项目中,钛钢复合板材的应用对于延长化工企业中酸碱介质管道的使用寿命、对于管道防漏治漏以及对于实现节能环保等具有非常重要的作用。
2、钛钢复合板材的生产对原材料及成品板材均具有严格的质量要求,每批次均进行100%的质量检验,并对存在缺陷的地方进行处理。钛材表面坑洞、凹槽及复合板材表面气孔、麻面、裂纹的处理、修复质量是钛钢复合板材质量是否合格的关键。目前在对上述缺陷处理时均采用氩弧焊进行焊接修复,所有焊接工艺质量也是保证修复质量的最关键因素。
3、然而,当采用氩弧焊接修补面积较大或焊接量较大的钛材时,钛材本体和熔焊部位在高温情况下极易与大气中的氢气、氧气、氮气等结合,使钛材发生脆变从而导致板材判废,所以操作人员不得不降低作业效率,用延长焊缝的氩气保护时间的方式保证焊接质量,但是该方式作业效率极低,且焊补质量不合格的风险较高,对作业人员的技能水平和操作稳定性要求极高。
4、因此,需要设计一种氩弧焊接二次吹氩保护装置。
技术实现思路
1、为解决上述技术问题,本实用新型实施例提出一种氩弧焊接二次吹氩保护装置,解决了现有的氩弧焊进行焊接修补中存在的焊接效率低和焊接质量低的问题。
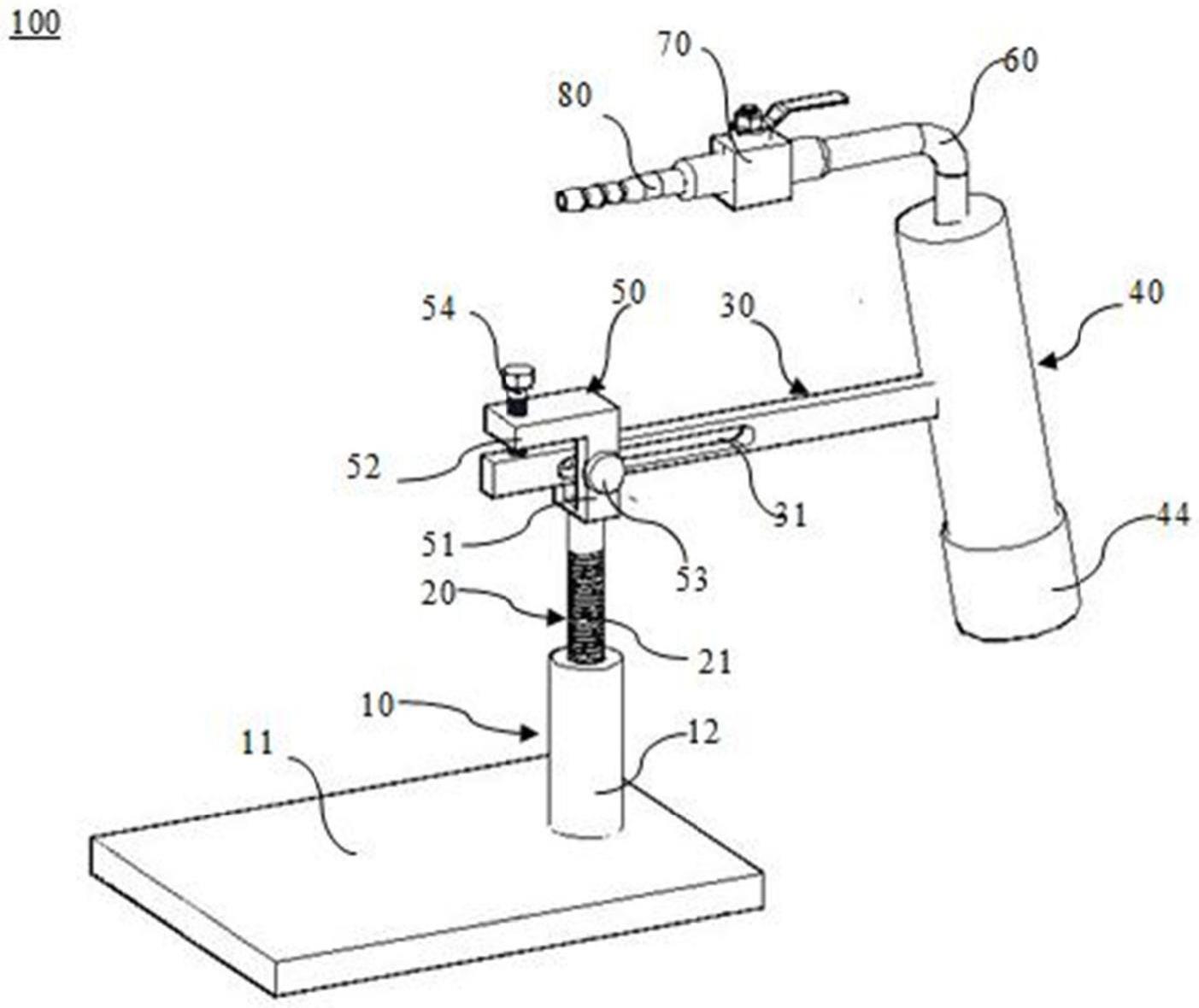
2、本实用新型实施例公开了一种氩弧焊接二次吹氩保护装置,其包括:
3、基座部件;
4、升降连杆,所述升降连杆垂直设置于所述基座部件上,所述升降连杆的高度可以进行上下升降调节;
5、支撑滑杆,所述支撑滑杆的第一端与所述升降连杆的顶端可枢转地连接以改变所述支撑滑杆与所述升降连杆之间的夹角;
6、集气筒,所述集气筒的侧身与所述支撑滑杆的第二端之间呈预定的倾斜角度连接,所述集气筒的下部端面设置出气口,所述集气筒的内腔与氩气瓶出气软管相通以导出氩气。
7、根据本实用新型的一个实施例,还包括:调节部件,所述调节部件与所述升降连杆的顶端固定连接;所述支撑滑杆的第一端与所述调节部件可枢转地连接。
8、根据本实用新型的一个实施例,所述调节部件包括相互垂直设置的顶板和竖板,所述竖板呈u型,所述竖板的底板与所述升降连杆的顶端固定连接,所述竖板两侧的立板上对称设置有用于销轴穿入的钻孔,所述顶板靠近所述集气筒的一端与两个所述立板的上部固定连接,所述顶板远离所述集气筒的一端上穿设有用于安装调节螺栓的螺孔,所述螺孔的中心轴线平行于所述竖板,所述支撑滑杆穿设于两个所述立板之间,所述调节螺栓悬入所述螺孔后与所述支撑滑杆的上部抵接,所述支撑滑杆的第一端和第二端之间设置条形长孔,所述销轴依次穿过一个所述立板、所述条形长孔和另一个所述立板以实现所述支撑滑杆与所述调节部件的连接及实现所述支撑滑杆相对于所述调节部件在水平方向上的左右移动,调节所述调节螺栓悬入所述螺孔的深度以实现支撑滑杆绕所述销轴旋转。
9、根据本实用新型的一个实施例,所述基座部件包括垂直固定连接的底座和固定支撑柱,所述固定支撑柱内设置空腔,所述升降连杆设置于所述空腔内并在所述空腔内进行上下升降调节。
10、根据本实用新型的一个实施例,所述升降连杆的下部设置为带有螺纹的螺杆,所述空腔的上部设置为与所述螺杆的螺纹相匹配的螺孔,所述空腔的下部设置为与所述螺孔相通的通孔,所述螺孔的直径小于所述通孔的直径。
11、根据本实用新型的一个实施例,所述固定支撑柱固定设置于所述底座平面边缘位置。
12、根据本实用新型的一个实施例,所述集气筒的顶部设置有与所述内腔相通的气管,所述气管远离所述集气筒的一端连接阀门,所述阀门远离所述气管的一侧连接气源管接头,所述气源管接头与氩气瓶出气软管连接。
13、根据本实用新型的一个实施例,所述集气筒的下部端面的出气口设置过滤网。
14、根据本实用新型的一个实施例,围绕所述集气筒的下部端面的出气口套设有喷头。
15、根据本实用新型的一个实施例,所述集气筒的侧身与所述支撑滑杆的第二端连接后的所述预定的倾斜角度为70°~80°。
16、采用上述技术方案,本实用新型至少具有如下有益效果:
17、本实用新型提供的氩弧焊接二次吹氩保护装置,该保护装置可以和配合氩弧焊枪独立使用,即使用该保护装置可以单独喷出氩气进行焊接保护和冷却,实现了在不阻碍操作人员的焊补操作的情况下辅助作业人员进行氩弧焊接操作。而且通过设置的集气筒可以实现氩气的稳流,实现了对氩气流强度的调节,防止氩气直接喷射到焊接点对焊接熔池造成偏吹;通过设置的升降连杆及可以枢转的支撑滑杆可以实现对集气筒的高度和集气筒出气口的倾斜角度的调整,进而实现了对氩气覆盖范围的调节。本实用新型提供的保护装置实现了对焊接部位的一定区域进行二次喷氩保护和冷却,解决了现有氩弧焊进行焊接修补中存在的焊接效率低和焊接质量低的问题,大大提高了钛材焊接时的焊接效率和焊接质量,另外该保护装置结构简单、设计精巧、操作方便、安全性高,以及具有良好的经济效益。
技术特征:
1.一种氩弧焊接二次吹氩保护装置,其特征在于,包括:
2.根据权利要求1所述的氩弧焊接二次吹氩保护装置,其特征在于,还包括:调节部件,所述调节部件与所述升降连杆的顶端固定连接;所述支撑滑杆的第一端与所述调节部件可枢转地连接。
3.根据权利要求2所述的氩弧焊接二次吹氩保护装置,其特征在于,所述调节部件包括相互垂直设置的顶板和竖板,所述竖板呈u型,所述竖板的底板与所述升降连杆的顶端固定连接,所述竖板两侧的立板上对称设置有用于销轴穿入的钻孔,所述顶板靠近所述集气筒的一端与两个所述立板的上部固定连接,所述顶板远离所述集气筒的一端上穿设有用于安装调节螺栓的螺孔,所述螺孔的中心轴线平行于所述竖板,所述支撑滑杆穿设于两个所述立板之间,所述调节螺栓悬入所述螺孔后与所述支撑滑杆的上部抵接,所述支撑滑杆的第一端和第二端之间设置条形长孔,所述销轴依次穿过一个所述立板、所述条形长孔和另一个所述立板以实现所述支撑滑杆与所述调节部件的连接及实现所述支撑滑杆相对于所述调节部件在水平方向上的左右移动,调节所述调节螺栓悬入所述螺孔的深度以实现支撑滑杆绕所述销轴旋转。
4.根据权利要求1所述的氩弧焊接二次吹氩保护装置,其特征在于,所述基座部件包括垂直固定连接的底座和固定支撑柱,所述固定支撑柱内设置空腔,所述升降连杆设置于所述空腔内并在所述空腔内进行上下升降调节。
5.根据权利要求4所述的氩弧焊接二次吹氩保护装置,其特征在于,所述升降连杆的下部设置为带有螺纹的螺杆,所述空腔的上部设置为与所述螺杆的螺纹相匹配的螺孔,所述空腔的下部设置为与所述螺孔相通的通孔,所述螺孔的直径小于所述通孔的直径。
6.根据权利要求4所述的氩弧焊接二次吹氩保护装置,其特征在于,所述固定支撑柱固定设置于所述底座平面边缘位置。
7.根据权利要求1所述的氩弧焊接二次吹氩保护装置,其特征在于,所述集气筒的顶部设置有与所述内腔相通的气管,所述气管远离所述集气筒的一端连接阀门,所述阀门远离所述气管的一侧连接气源管接头,所述气源管接头与氩气瓶出气软管连接。
8.根据权利要求1所述的氩弧焊接二次吹氩保护装置,其特征在于,所述集气筒的下部端面的出气口设置过滤网。
9.根据权利要求1所述的氩弧焊接二次吹氩保护装置,其特征在于,围绕所述集气筒的下部端面的出气口套设有喷头。
10.根据权利要求1所述的氩弧焊接二次吹氩保护装置,其特征在于,所述集气筒的侧身与所述支撑滑杆的第二端连接后的所述预定的倾斜角度为70°~80°。
技术总结
本技术公开了一种氩弧焊接二次吹氩保护装置,其包括:基座部件;升降连杆,升降连杆垂直设置于基座部件上,升降连杆的高度可以进行上下升降调节;支撑滑杆,支撑滑杆的第一端与升降连杆的顶端可枢转地连接以改变支撑滑杆与升降连杆之间的夹角;集气筒,集气筒的侧身与支撑滑杆的第二端之间呈预定的倾斜角度连接,集气筒的下部端面设置出气口,集气筒的内腔与氩气瓶出气软管相通以导出氩气。本技术提供的保护装置实现了对焊接部位的一定区域进行二次喷氩保护和冷却,解决了现有氩弧焊进行焊接修补中存在的焊接效率低和焊接质量低的问题,大大提高了钛材焊接时的焊接效率和焊接质量,而且该装置结构简单、设计精巧、操作方便。
技术研发人员:石磊,王洪,杨小勇,苟刚,张博
受保护的技术使用者:攀钢集团西昌钢钒有限公司
技术研发日:20230417
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!