一种对炉体压铸件侧面进行钻孔的钻孔机的制作方法
本技术涉及一种钻孔加工的,尤其涉及一种对炉体压铸件的各个需加工侧面进行同步钻孔的钻孔机。
背景技术:
1、目前,一些工件在进行压铸成型后,还需进行一些后加工的处理,如需去披锋、去边废料和钻安装孔等;在压铸生产中,压铸成型的炉体压铸件就需要对其侧面进行钻孔;如图2所示,炉体压铸件35的外侧面一般为半圆体或椭圆形体,朝下的开口端面为平面,朝上的顶面有凸起的方形架37等,在炉体压铸件外侧面的两边各设有多个对称设置并横向伸出的安装柱36,一般外侧面的一边设置3-5个,则整个炉体压铸件外侧面会设置6-10个安装柱;钻孔时,需要对每个安装柱进行横向方向的钻孔操作,以便使每个安装柱内均有一个横向钻孔成型的安装孔,钻孔后通过这些安装孔即可实现了炉体压铸件在终端上的安装。但是,目前对于这类炉体压铸件的钻孔工序和方式还存在着不少的问题,具体如下:(1)钻孔时只能把炉体压铸件的朝下平面放置在平面上才能达到平稳放置的目的(外侧面为圆面难以放置在平面上实现固定),由于需钻孔的数量较多,且钻孔的安装孔为横向钻孔,基本采用人工方式来对每个安装孔进行钻孔,一个炉体压铸件需要进行6次以上的钻孔工序才能实现整个工件的钻孔工作;这样的人工钻孔方式不但钻孔速度慢,效率低下,且人工钻孔难以保证钻孔质量,钻孔精度有所欠缺和降低。(2)人工钻孔时,容易因钻孔时出现偏差导致从安装座侧部钻出,导致安装座的钻孔不再是单边封闭,即钻孔错误了;且由于此安装座与炉体压铸件为一体压铸成型的,安装座的安装孔钻错不能使用时,严重会导致整个炉体压铸件的报废,需要重新熔融压铸,浪费生产能耗。(3)现有技术中当采用现有的钻孔机设备来对此结构的炉体压铸件进行钻孔时,没有专门的夹具来固定炉体压铸件实现设备自动钻孔的效果,且钻孔时基本都只能实现1-2个孔的钻孔,不能同步实现6-10孔的钻孔工作,即没有专用钻孔设备。
2、因此,需要对现有技术中的钻孔机的技术进行一定的改进,以改善上述现有技术的问题。
技术实现思路
1、本实用新型的目的是为了克服上述现有技术的缺点,提供一种对炉体压铸件侧面进行钻孔的钻孔机,该对炉体压铸件侧面进行钻孔的钻孔机可适用于配置有6-10个安装柱的炉体压铸件的一次性钻孔工作,能一次性实现炉体压铸件侧面的各个安装孔的同步钻孔目的,无需人工钻孔,钻孔速度快、精度高、效率高,不良品极少,一次即可完成钻孔工作,无需二次加工,实现对炉体压铸件自动钻孔的效果;另外,在钻孔机上设置的定位柱为活动安装,可根据不同的炉体压铸件尺寸而调整钻孔定位位置(不同大小的炉体压铸件所需的钻孔数量不同,一般的钻孔数量为6个孔、8个孔或10个孔),而钻轴和钨钢钻头也依据定位柱的安装位置而对应调整,实现了不同尺寸的炉体压铸件的钻孔工作,扩大了使用范围,不限于一种炉体压铸件的钻孔工作之用。
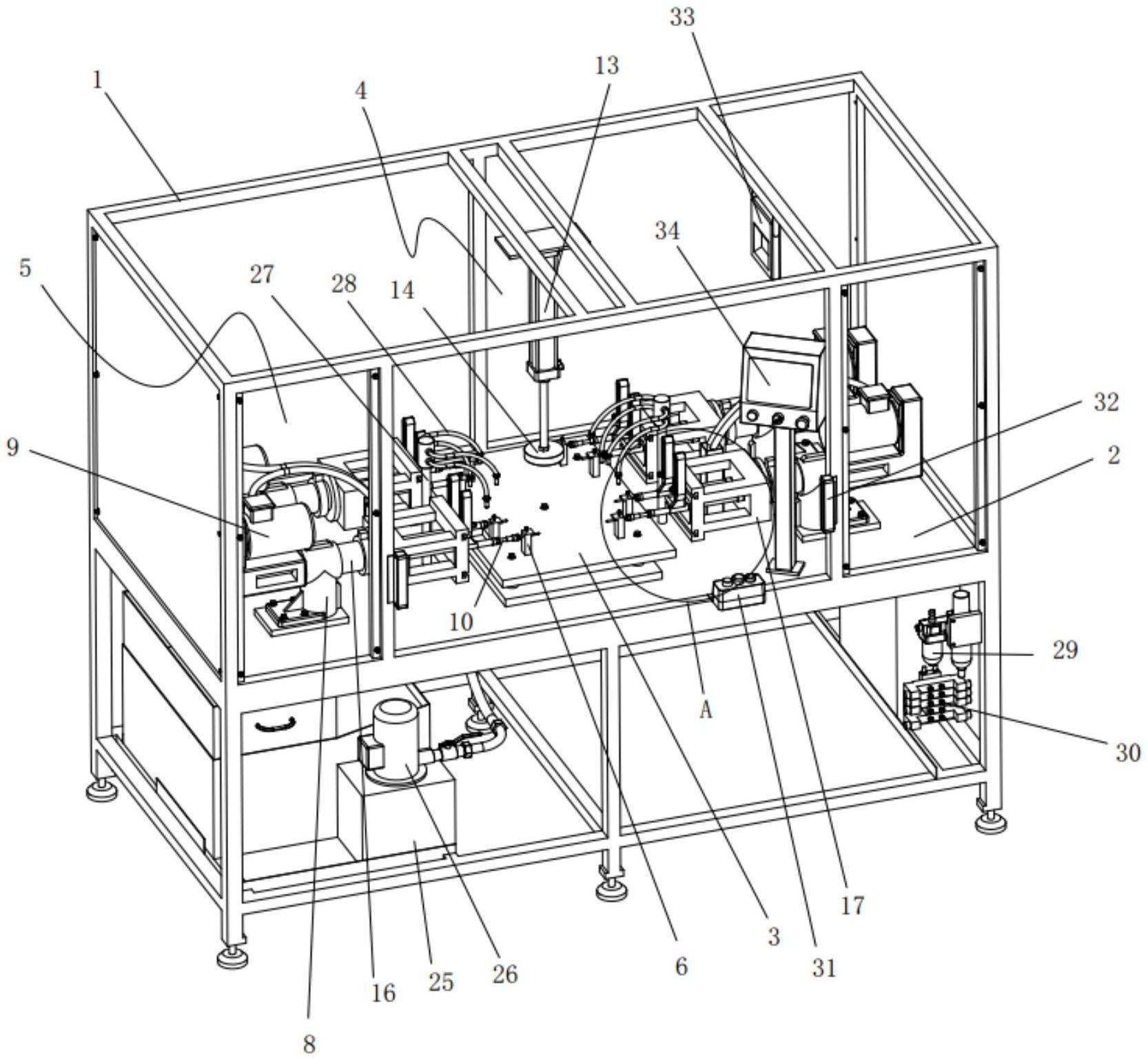
2、本实用新型解决其技术问题所采用的技术方案是:一种对炉体压铸件侧面进行钻孔的钻孔机,包括机床主体框架、安装于机床主体框架上的机床工作台,所述的机床工作台上设有定位放置炉体压铸件的钻孔工作平台、位于钻孔工作平台两侧对称设置的钻孔驱动装置;所述的机床主体框架顶部设有向下伸出并下压压紧炉体压铸件朝上端面的气动压紧装置。
3、所述的钻孔工作平台上设有根据炉体压铸件侧面外缘形状分布并定位限定炉体压铸件外侧面的多个竖立设置的定位柱,各个定位柱分布于钻孔工作平台两侧上并对称设置,定位柱上设有贯穿定位柱两侧并对应炉体压铸件待钻孔位置的钻头孔。
4、所述的钻孔驱动装置包括安装于机床工作台上的驱动电机座、安装于驱动电机座上并横向安装的驱动电机、安装于驱动电机动力输出端上的螺杆转轴、通过传动件与螺杆转轴连接传动并转动的钻轴、安装于钻轴端部的钻头夹紧套、安装于钻头夹紧套上并穿过钻头孔的钨钢钻头。
5、所述的气动压紧装置包括安装于机床主体框架顶部并朝下设置的压紧气缸、安装于压紧气缸底部气杆上的压紧圆头。
6、进一步的,所述的定位柱为倒l形状,定位柱向内伸出有横向压块,钻头孔贯穿定位柱侧面与横向压块侧面,横向压块的端部限定压紧炉体压铸件待钻孔位置的端面。
7、进一步的,所述的驱动电机座上还固有安装有套合螺杆转轴的电机转轴套,电机轴套的端部固定安装有轴套连接架,传动件为设置于轴套连接架面向电机转轴套背部内并与螺杆转轴形成啮合传动的多个传动齿轮,每个传动齿轮上均安装有从轴套连接架背部穿出的钻轴连接头,钻轴活动安装于对应的钻轴连接头上。
8、进一步的,所述的钻轴外侧套合安装有钻轴套,钻轴套的顶部延伸有竖立设置的钻轴套滑动座,钻轴套滑动座上设有贯穿两个侧面的空心竖向通槽,穿过空心竖向通槽活动设有锁紧杆,锁紧杆的一端设有与钻轴套滑动座一侧面形成活动锁紧的锁紧螺母,锁紧杆的另一端设有从钻轴套滑动座另一侧面凸出的t型滑块;所述的轴套连接架一侧设有与t型滑块配合安装滑道的t型滑槽;所述的定位柱通过活动锁紧螺丝活动安装于钻孔工作平台上。
9、进一步的,所述的机床主体框架下部位置一侧安装有装载切削液的切削液水箱,切削液水箱上安装有切削液水泵,切削液水泵连接安装有从机床工作台顶部穿出的切削液固定直管,切削液固定直管上连接安装有出液口对准钻孔位置并可根据钻孔位置变化而弯折定形的切削液冲洗出液管。
10、进一步的,所述的机床主体框架下部位置另一侧安装有空气过滤器和控制空气过滤器工作的电磁阀。
11、进一步的,所述的机床主体框架上还设有电源开关盒和感应人体进入机床主体框架工作范围内控制电源开关盒断电的红外线光电感应器。
12、进一步的,所述的压紧圆头的底部面积大于炉体压铸件朝上顶面被压紧凸起部分的面积。
13、进一步的,所述的机床主体框架上还设有机床照明led灯。
14、进一步的,所述的机床工作台上还竖立有显示工作状态的工作显示屏。
15、综上所述,本实用新型的对炉体压铸件侧面进行钻孔的钻孔机可适用于配置有6-10个安装柱的炉体压铸件的一次性钻孔工作,能一次性实现炉体压铸件侧面的各个安装孔的同步钻孔目的,无需人工钻孔,钻孔速度快、精度高、效率高,不良品极少,一次即可完成钻孔工作,无需二次加工,实现对炉体压铸件自动钻孔的效果;另外,在钻孔机上设置的定位柱为活动安装,可根据不同的炉体压铸件尺寸而调整钻孔定位位置(不同大小的炉体压铸件所需的钻孔数量不同,一般的钻孔数量为6个孔、8个孔或10个孔),而钻轴和钨钢钻头也依据定位柱的安装位置而对应调整,实现了不同尺寸的炉体压铸件的钻孔工作,扩大了使用范围,不限于一种炉体压铸件的钻孔工作之用。
技术特征:
1.一种对炉体压铸件侧面进行钻孔的钻孔机,包括机床主体框架、安装于机床主体框架上的机床工作台,其特征在于,所述的机床工作台上设有定位放置炉体压铸件的钻孔工作平台、位于钻孔工作平台两侧对称设置的钻孔驱动装置;所述的机床主体框架顶部设有向下伸出并下压压紧炉体压铸件朝上端面的气动压紧装置;
2.根据权利要求1所述的一种对炉体压铸件侧面进行钻孔的钻孔机,其特征在于,所述的定位柱为倒l形状,定位柱向内伸出有横向压块,钻头孔贯穿定位柱侧面与横向压块侧面,横向压块的端部限定压紧炉体压铸件待钻孔位置的端面。
3.根据权利要求2所述的一种对炉体压铸件侧面进行钻孔的钻孔机,其特征在于,所述的驱动电机座上还固有安装有套合螺杆转轴的电机转轴套,电机轴套的端部固定安装有轴套连接架,传动件为设置于轴套连接架面向电机转轴套背部内并与螺杆转轴形成啮合传动的多个传动齿轮,每个传动齿轮上均安装有从轴套连接架背部穿出的钻轴连接头,钻轴活动安装于对应的钻轴连接头上。
4.根据权利要求3所述的一种对炉体压铸件侧面进行钻孔的钻孔机,其特征在于,所述的钻轴外侧套合安装有钻轴套,钻轴套的顶部延伸有竖立设置的钻轴套滑动座,钻轴套滑动座上设有贯穿两个侧面的空心竖向通槽,穿过空心竖向通槽活动设有锁紧杆,锁紧杆的一端设有与钻轴套滑动座一侧面形成活动锁紧的锁紧螺母,锁紧杆的另一端设有从钻轴套滑动座另一侧面凸出的t型滑块;所述的轴套连接架一侧设有与t型滑块配合安装滑道的t型滑槽;所述的定位柱通过活动锁紧螺丝活动安装于钻孔工作平台上。
5.根据权利要求4所述的一种对炉体压铸件侧面进行钻孔的钻孔机,其特征在于,所述的机床主体框架下部位置一侧安装有装载切削液的切削液水箱,切削液水箱上安装有切削液水泵,切削液水泵连接安装有从机床工作台顶部穿出的切削液固定直管,切削液固定直管上连接安装有出液口对准钻孔位置并可根据钻孔位置变化而弯折定形的切削液冲洗出液管。
6.根据权利要求5所述的一种对炉体压铸件侧面进行钻孔的钻孔机,其特征在于,所述的机床主体框架下部位置另一侧安装有空气过滤器和控制空气过滤器工作的电磁阀。
7.根据权利要求6所述的一种对炉体压铸件侧面进行钻孔的钻孔机,其特征在于,所述的机床主体框架上还设有电源开关盒和感应人体进入机床主体框架工作范围内控制电源开关盒断电的红外线光电感应器。
8.根据权利要求7所述的一种对炉体压铸件侧面进行钻孔的钻孔机,其特征在于,所述的压紧圆头的底部面积大于炉体压铸件朝上顶面被压紧凸起部分的面积。
9.根据权利要求8所述的一种对炉体压铸件侧面进行钻孔的钻孔机,其特征在于,所述的机床主体框架上还设有机床照明led灯。
10.根据权利要求9所述的一种对炉体压铸件侧面进行钻孔的钻孔机,其特征在于,所述的机床工作台上还竖立有显示工作状态的工作显示屏。
技术总结
本技术公开了一种对炉体压铸件侧面进行钻孔的钻孔机,包括机床主体框架、安装于机床主体框架上的机床工作台,机床工作台上设有定位放置炉体压铸件的钻孔工作平台、位于钻孔工作平台两侧对称设置的钻孔驱动装置;机床主体框架顶部设有向下伸出并下压压紧炉体压铸件朝上端面的气动压紧装置。该钻孔机可适用于配置有6‑10个安装柱的炉体压铸件的一次性钻孔工作,能一次性实现炉体压铸件侧面的各个安装孔的同步钻孔目的,无需人工钻孔,钻孔速度快、精度高、效率高,不良品极少,一次即可完成钻孔工作,无需二次加工,实现对炉体压铸件自动钻孔的效果。
技术研发人员:黎坤光
受保护的技术使用者:鹤山市埔弗瞬精密制造有限公司
技术研发日:20230414
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!