一种用于45°包边的模具的制作方法
本技术涉及模具领域,尤其涉及生产冰箱门壳45°包边用的模具。
背景技术:
1、冰箱门壳生产时,为了边缘需要利用凹凸模具配合,推出一个下沉结构的槽,即45°包边,这个成型包边其实有相对于待加工板材有两个弯折面,第一个弯折面成垂直面,另一个为向下凹陷的平行面,为了节约生产布置,目前这类结构均采用包边凹模支撑,包边凸模推出相应形状。
2、传统的包边凹模为扁平的长方体支撑块,包边凸模为l型结构,产品固定在包边凹模上,再用压力机推动包边凸模,挤压出所需的包边,但是传统的凸模端头仅采用圆头设计,在挤压过程中会因初始阶段待加工板材边缘会因受力不均匀而出现褶皱、撕裂、斜拉纹等情况,造成产品缺陷,而且类似缺陷率相对较高。
3、若产品为内部部件,上述较小缺陷不会造成产品质量问题,但针对冰箱门壳这类外部器件,类似的缺陷在喷漆后仍无法遮蔽,影响产品美观,因此需要改进现有包边模具,降低产品残次率。
技术实现思路
1、本实用新型所要解决的技术问题是实现一种能够提升生产合格率的45°包边模具。
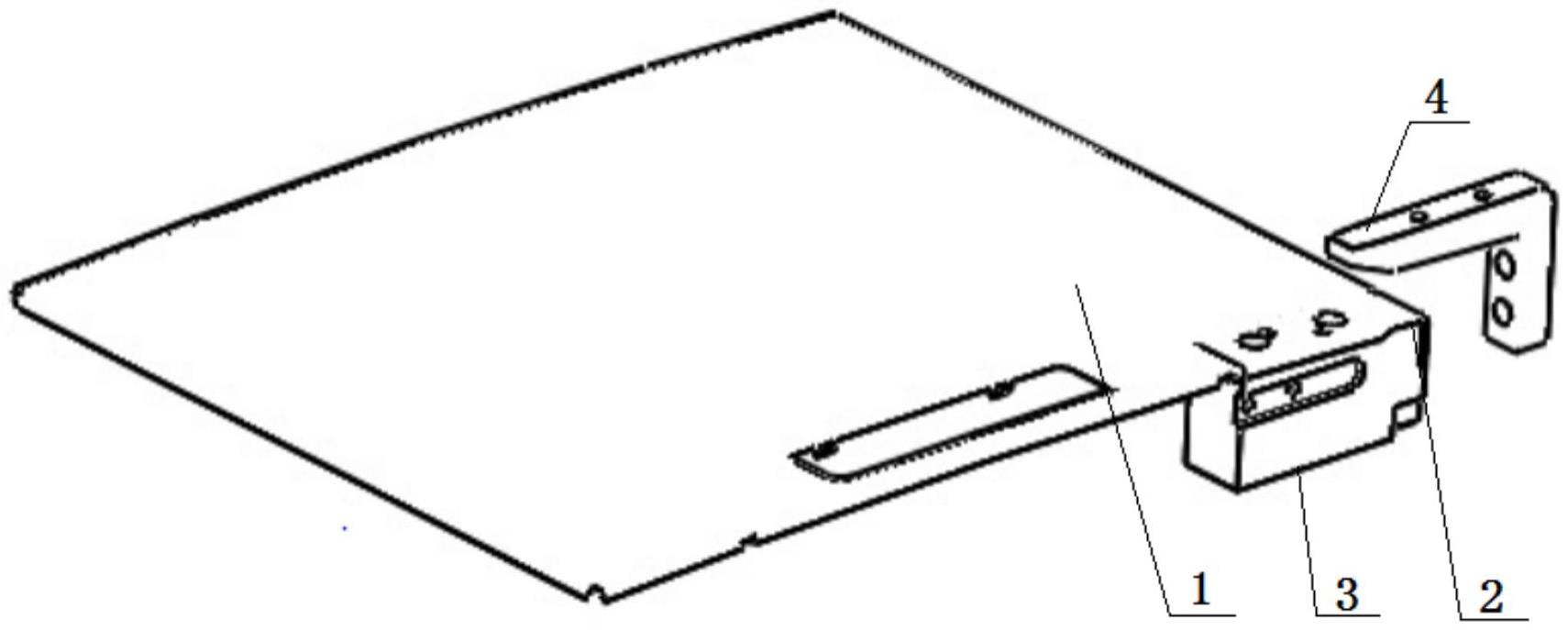
2、为了实现上述目的,本实用新型采用的技术方案为:一种用于45°包边的模具,模具包括包边凹模和包边凸模,所述包边凸模由固定部和成型部构成l形结构,所述成型部底面的端部设有下斜面,所述成型部两侧的端部设有侧斜面。
3、所述侧斜面与成型部端面之间具有圆角。
4、所述圆角的半径为220-280mm
5、所述成型部端面的宽度为20±1mm。
6、所述侧斜面和下斜面的宽度为35±1mm。
7、所述包边凹模为扁平的长方体金属块,所述包边凹模用于固定待加工板材。
8、所述包边凸模的固定部和成型部上均设有用于固定到压力机上的安装孔。
9、本实用新型的优点在于该模具只改变了凸模结构,增加了多侧斜面结构,降低了设备升级成本,改进后的模具让初始推入时对待加工板材的受力更加均匀,极大的降低了加工残次率,能够适应冰箱门壳45°包边加工。
技术特征:
1.一种用于45°包边的模具,模具包括包边凹模和包边凸模,所述包边凸模由固定部和成型部构成l形结构,其特征在于:所述成型部底面的端部设有下斜面,所述成型部两侧的端部设有侧斜面。
2.根据权利要求1所述的用于45°包边的模具,其特征在于:所述侧斜面与成型部端面之间具有圆角。
3.根据权利要求2所述的用于45°包边的模具,其特征在于:所述圆角的半径为220-280mm。
4.根据权利要求3所述的用于45°包边的模具,其特征在于:所述成型部端面的宽度为20±1mm。
5.根据权利要求4所述的用于45°包边的模具,其特征在于:所述侧斜面和下斜面的宽度为35±1mm。
6.根据权利要求1-5中任一所述的用于45°包边的模具,其特征在于:所述包边凹模为扁平的长方体金属块,所述包边凹模用于固定待加工板材。
7.根据权利要求6所述的用于45°包边的模具,其特征在于:所述包边凸模的固定部和成型部上均设有用于固定到压力机上的安装孔。
技术总结
本技术揭示了一种用于45°包边的模具,模具包括包边凹模和包边凸模,所述包边凸模由固定部和成型部构成L形结构,所述成型部底面的端部设有下斜面,所述成型部两侧的端部设有侧斜面。本技术的优点在于该模具只改变了凸模结构,增加了多侧斜面结构,降低了设备升级成本,改进后的模具让初始推入时对待加工板材的受力更加均匀,极大的降低了加工残次率,能够适应冰箱门壳45°包边加工。
技术研发人员:陈轩,陈安伟,许同杨,胡小彬,王文青
受保护的技术使用者:安徽鲲鹏装备模具制造有限公司
技术研发日:20230417
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!