一种燃气轮机多型面锥体加强环的胀型工装的制作方法
本技术涉及航空发动机,具体为一种燃气轮机多型面锥体加强环的胀型工装。
背景技术:
1、该系列锥体加强环为燃气轮机配件,该系列锥体加强环为薄壁件,材料gh625,壁厚0.8mm,具体形状及尺寸见设计图纸(图1)。由于该零件存在多角度且不同直径的型面,目前的传统加工工艺方案是薄板先冲压成型,然后滚圆成锥筒焊接。但采用锥体加强环滚圆成型工装成型后,由于零件材质偏薄,在滚圆过程和装卸过程中,零件局部区域呈现不规则形状,并且焊接也会存在部分收缩量,锥体加强环达不到最终尺寸要求。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种燃气轮机多型面锥体加强环的胀型工装,具体技术方案如下:
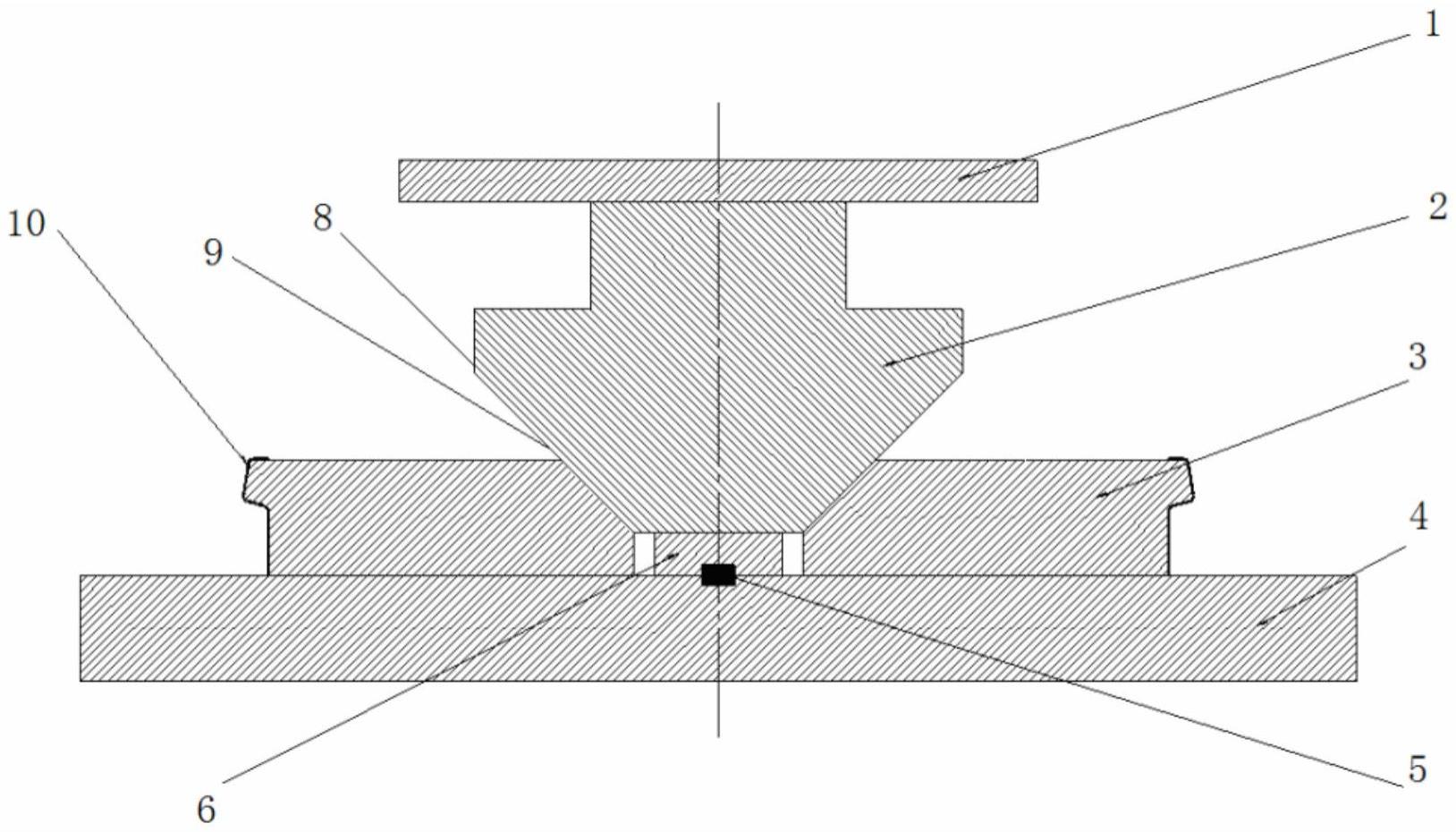
2、一种燃气轮机多型面锥体加强环的胀型工装,包括上模板、压模、滑块、下模板、定位键和限位块;
3、所述压模由安装座和压头组成,且两者为一体结构,所述安装座呈t形,上端面与上模板焊接固定;
4、所述压头呈倒置的梯形圆柱体,安装座下端面设置在压头上;
5、所述滑块呈扇形段,外侧壁与锥体加强环型面一致,内侧壁设有倾斜的弧面,下端面设有内凹的安装槽;
6、所述下模板呈圆盘型,中心设有圆柱形限位块;
7、所述下模板上端面开有条形槽,且条形槽起点设置在限位块外壁外环,直至下模板外壁处;且条形槽沿下模板圆周分布;
8、所述定位键设置在条形槽内,且定位键厚度高于条形槽的深度;
9、所述滑块通过安装槽设置在定位键上,且滑块能够在定位键上滑动;
10、多个滑块在下模板上沿定位键圆周设置形成圆环型胀块;
11、所述胀块内型面腔体呈漏斗型,其腔体上端为扇形圆柱性,下端为圆柱形;
12、所述锥体加强环卡在胀块上端面,其锥体加强环内型面紧靠胀块外型面;
13、所述上模板连接压力机,通过压力机下压上模板带动压模下压至限位块位置,完成胀型。
14、所述的一种燃气轮机多型面锥体加强环的胀型工装,其优选方案为,所述定位键设有六个,下模板上沿圆周均布的六个条形槽,滑块设有六个,与定位键配套使用。
15、所述的一种燃气轮机多型面锥体加强环的胀型工装,其优选方案为,所述限位块的高度与胀块内型面的圆柱形腔体高度一致;
16、所述压模的扇形圆柱体外型面与胀块内型面的扇形圆柱腔体尺寸相互配合。
17、所述的一种燃气轮机多型面锥体加强环的胀型工装,其优选方案为,所述定位键和限位块与下模板的连接方式均采用焊接装配。
18、所述的一种燃气轮机多型面锥体加强环的胀型工装,其优选方案为,通过前后滑动调节胀块的距离对锥体加强环进行装卸。
19、一种燃气轮机多型面锥体加强环的胀型工装的工作过程:通过压力机下压上模板,上模板带动压模下压,使胀块沿着定位键向外滑动,当压模压至限位块位置时,不再下压,即到达最终状态。完成胀型后,抬起上模,通过调节胀块的滑动距离,对锥体加强环进行装卸。最终通过胀形的锥体加强环符合设计图纸尺寸要求。
20、有益效果
21、本实用新型通过压力机将压模下压,使胀块沿着5定位键向外滑动,实现锥体加强环紧贴胀块型面,不但可以将局部不规则变形校正,还可以解决焊接收缩。最终使零件符合设计图纸要求。
22、该成型工装在钳加工过程中能保证锥体加强环装夹稳定、安全、可靠,且装卸方便,操作简单,节省材料,提高了薄壁零件的效率。
技术特征:
1.一种燃气轮机多型面锥体加强环的胀型工装,其特征在于:包括上模板、压模、滑块、下模板、定位键和限位块;
2.根据权利要求1所述的一种燃气轮机多型面锥体加强环的胀型工装,其特征在于:所述定位键设有六个,下模板上沿圆周均布的六个条形槽,滑块设有六个,与定位键配套使用。
3.根据权利要求1所述的一种燃气轮机多型面锥体加强环的胀型工装,其特征在于:所述限位块的高度与胀块内型面的圆柱形腔体高度一致;
4.根据权利要求1所述的一种燃气轮机多型面锥体加强环的胀型工装,其特征在于:所述定位键和限位块与下模板的连接方式均采用焊接装配。
5.根据权利要求1所述的一种燃气轮机多型面锥体加强环的胀型工装,其特征在于:通过前后滑动调节胀块的距离对锥体加强环进行装卸。
技术总结
本技术公开了一种燃气轮机多型面锥体加强环的胀型工装,包括上模板、压模、胀块、下模板、定位键和限位块;上模板和压模采用焊接装配,下模板、定位键和限位块也采用焊接装配,胀块与下模板通过定位键滑动配合。通过压力机下压上模板,带动锥型压模下压,使胀块沿着定位键向外滑动,当锥型压模压至限位块位置时完成胀型。本技术的装卸方便,操作简单,节省材料,提高效率,保证产品质量满足设计图纸要求。
技术研发人员:李云霞,周宏伟,李晓彤,刘政权,张立楠
受保护的技术使用者:沈阳黎明燃气轮机成套设备有限公司
技术研发日:20230419
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!