一种配电柜板材加工打孔装置的制作方法
本技术属于打孔设备,具体涉及一种配电柜板材加工打孔装置。
背景技术:
1、配电柜(箱)分动力配电柜(箱)和照明配电柜(箱)、计量柜(箱),是配电系统的末级设备,配电柜其通常由大面积板材以及角钢板材组合围设形成配电柜箱体;
2、现有配电柜用角钢板材在打孔生产过程中,往往只能先对其一个平面进行打孔加工后,将角钢板材掉转方向,再进行角钢另一平面的打孔加工,而难以同时实现角钢板材两个垂直立面的同步打孔加工,打孔效率较低,因此基于上述问题,现提出一种能够同时实现配电柜角钢板材两个垂直立面同步打孔的配电柜板材加工打孔装置来解决上述问题。
技术实现思路
1、针对现有技术存在的现有配电柜用角钢板材难以同时实现角钢板材两个垂直立面的同步打孔加工,打孔效率较低的问题,本实用新型提供一种配电柜板材加工打孔装置,能够借助同一驱动力实现配电柜角钢板材两个垂直立面同步打孔,相对于角钢板材掉转方向分别进行两个立面冲孔的方式更加节省步骤,一次冲压成型提高打孔效率。其具体技术方案如下:
2、一种配电柜板材加工打孔装置,包括加工台,所述加工台顶端设置有驱动机构,所述驱动机构底端左右两侧分别对称设置有打孔机构,所述加工台顶端中部安装有第一固定座;
3、每组所述打孔机构包括安装于所述驱动机构底端的驱动杆,所述驱动杆底端垂直安装有升降框,所述打孔机构还包括安装于所述第一固定座内壁顶端的第二固定座,所述第二固定座外壁由上至下向内倾斜度开设有滑槽,所述滑槽内腔滑动内嵌有滑块的一端,且所述滑块滑动内嵌于所述升降框的内腔,所述滑块另一端连接有移动座,且所述移动座位于所述滑槽外壁后侧,所述移动座外壁右侧和外壁底端分别设置有打孔组件;
4、每组所述打孔组件包括滑动内嵌于所述第一固定座内腔的冲压头,所述冲压头外壁垂直安装有移动板,所述移动板外壁安装有伸缩杆的一端,且所述伸缩杆另一端与所述第一固定座内壁相连接,所述伸缩杆外壁套接有弹簧,且所述弹簧两端分别与所述移动板外壁和所述第一固定座内壁相连接。
5、上述技术方案中,所述驱动机构包括分别安装于所述加工台外壁顶端左右两侧的支柱,两个所述支柱顶端安装有顶板,所述顶板顶端中部安装有液压缸,所述液压缸输出端连接有驱动板,且所述驱动板外壁底端分别与所述驱动杆相连接。
6、上述技术方案中,所述第一固定座内壁由前向后贯穿开设有通槽,所述通槽内腔内嵌有角钢板材。
7、上述技术方案中,所述通槽开设形状与所述角钢板材的形状相适配。
8、上述技术方案中,水平位置的所述移动板外壁由前向后等距开设有多个限位孔,所述限位孔内壁开设有内螺纹,水平位置的所述冲压头外壁螺接有限位销,且所述限位销外壁设置有外螺纹。
9、上述技术方案中,所述限位销外壁外螺纹与所述限位孔内壁的内螺纹相适配。
10、本实用新型的一种配电柜板材加工打孔装置,与现有技术相比,有益效果为:
11、1、针对现有配电柜用角钢板材难以同时实现角钢板材的两个垂直立面同步打孔加工,打孔效率较低的问题,本实用新型能够借助同一驱动力实现配电柜角钢板材两个垂直立面同步打孔,相对于角钢板材掉转方向分别进行两个立面冲孔的方式更加节省步骤,一次冲压成型提高打孔效率,更有利于配电柜角钢板材的批量生产,借助驱动杆、升降框、第二固定座、滑槽和滑块的配合,驱动移动座向内侧进行倾斜45度的移动,借助移动座、移动板、弹簧、伸缩杆和冲压头的配合,能够促使两个冲压头对角钢板材分别进行垂直和水平方向的同步冲孔;
12、2、本实用新型还能够实现水平位置的冲压头所居位置的前后调节,以实现两个冲压头能够实现前后相对位置的调节,进而根据角钢板材两个立面的打孔相对位移差来调节两个冲压头相对位置,冲孔灵活实用方便,借助水平方向的冲压头对应于不同位置的限位孔处,并借助限位销内嵌进不同位置限位孔内腔实现冲压头位置的前后调节,以实现两个冲压头前后位移差的调节;
13、3、本实用新型借助液压缸能够驱动驱动板底端设置的驱动杆同步向下移动,进而同步实现左右两个角钢板材的同步打孔加工,同理能够借助多个驱动杆实现多个角钢板材的同步冲孔加工,设备的可用范围更广;
14、综上,本实用新型能够借助同一驱动力实现配电柜角钢板材两个垂直立面同步打孔,相对于角钢板材掉转方向分别进行两个立面冲孔的方式更加节省步骤,一次冲压成型提高打孔效率,更有利于配电柜角钢板材的批量生产,还能够实现水平位置的冲压头所居位置的前后调节,以实现两个冲压头能够实现前后相对位置的调节,进而根据角钢板材两个立面的打孔相对位移差来调节两个冲压头相对位置,冲孔灵活实用方便。
技术特征:
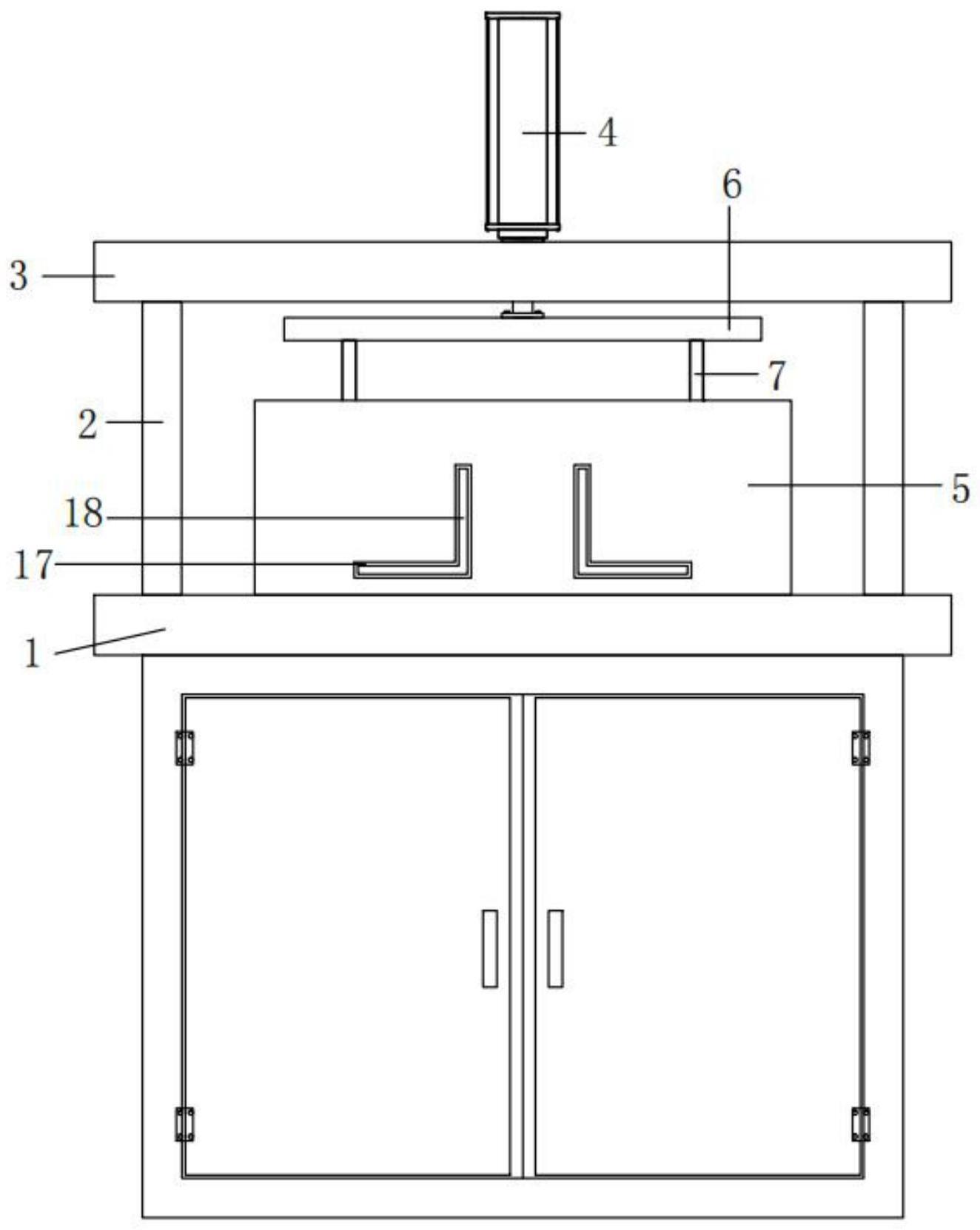
1.一种配电柜板材加工打孔装置,包括加工台(1),所述加工台(1)顶端设置有驱动机构,其特征在于,所述驱动机构底端左右两侧分别对称设置有打孔机构,所述加工台(1)顶端中部安装有第一固定座(5);
2.根据权利要求1所述的一种配电柜板材加工打孔装置,其特征在于:所述驱动机构包括分别安装于所述加工台(1)外壁顶端左右两侧的支柱(2),两个所述支柱(2)顶端安装有顶板(3),所述顶板(3)顶端中部安装有液压缸(4),所述液压缸(4)输出端连接有驱动板(6),且所述驱动板(6)外壁底端分别与所述驱动杆(7)相连接。
3.根据权利要求2所述的一种配电柜板材加工打孔装置,其特征在于:所述第一固定座(5)内壁由前向后贯穿开设有通槽(17),所述通槽(17)内腔内嵌有角钢板材(18)。
4.根据权利要求3所述的一种配电柜板材加工打孔装置,其特征在于:所述通槽(17)开设形状与所述角钢板材(18)的形状相适配。
5.根据权利要求4所述的一种配电柜板材加工打孔装置,其特征在于:水平位置的所述移动板(15)外壁由前向后等距开设有多个限位孔(19),所述限位孔(19)内壁开设有内螺纹,水平位置的所述冲压头(16)外壁螺接有限位销(20),且所述限位销(20)外壁设置有外螺纹。
6.根据权利要求5所述的一种配电柜板材加工打孔装置,其特征在于:所述限位销(20)外壁外螺纹与所述限位孔(19)内壁的内螺纹相适配。
技术总结
一种配电柜板材加工打孔装置,所属打孔设备技术领域,包括加工台,加工台顶端设置有驱动机构,驱动机构底端左右两侧分别对称设置有打孔机构,加工台顶端中部安装有第一固定座;每组打孔机构包括安装于驱动机构底端的驱动杆。本技术能够借助同一驱动力实现配电柜角钢板材两个垂直立面同步打孔,相对于角钢板材掉转方向分别进行两个立面冲孔的方式更加节省步骤,一次冲压成型提高打孔效率,更有利于配电柜角钢板材的批量生产,还能够实现水平位置的冲压头所居位置的前后调节,以实现两个冲压头能够实现前后相对位置的调节,进而根据角钢板材两个立面的打孔相对位移差来调节两个冲压头相对位置。
技术研发人员:李佳佳
受保护的技术使用者:沈阳新生电气集团工程有限公司
技术研发日:20230419
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!