轧丝机的制作方法
本技术涉及机械设备领域,尤其涉及一种轧丝机。
背景技术:
1、许多场合需要用到截面为矩形的金属扁丝,这种金属扁丝一般是由截面为圆形的丝材轧制得到。
2、一些精密测量仪器元件用的金属扁丝在宽度、厚度以及精度上都有很高的要求,因此需要精准控制尺寸。由于金属材料受到过大的压缩会反弹,导致金属轧制尺寸很难精确控制,所以在对扁丝尺寸精度要求较高的领域,圆丝通常需要经过两次轧制,这两次轧制通常分别被称为粗轧和精轧。
3、前述两次轧制方案有以下两种:
4、1)连续轧制,即将两套轧辊串联,丝材经一套轧辊轧制后,直接进入另一套轧辊轧制。该方案的优点是生产效率高,缺点是需要设置两套轧辊,设备成本高,且粗轧后的丝材只能通过人工校验,不能依靠仪器实现,无法经过有效的过程检验,会产生大量的报废品。
5、2)配置两台轧丝机,一台用于粗轧,另一台用于精轧,从而分别适用技术要求不同的粗轧和精轧。该方案的优点是粗轧后的丝材经过充分的人工检验,有效地降低了不合格率,缺点是需要配置两套设备,成本较高。
6、在上述现有技术中,对丝材尺寸的测量,均需停机进行人工测量,根据测量结果调整机器,这会影响生产效率。当然,也有一些现有技术在轧丝机出口处设置激光测径设备,实现在线测量,但一般只能测量一个方向上的尺寸,满足不了精密丝材厚度、宽度双向测量的需求。
7、此外,精密测量仪器元件用的金属扁丝,在对丝材形状方面也有要求。例如手表游丝用的丝材,除了要求尺寸精度外,还要求丝材挺直。现有轧丝机,一般通过调节轧辊的上下间隙,来调整轧制丝材的厚度和宽度。这样,在加工手表游丝用的丝材时,不仅要求两个轧辊的间距一致,还要求轧辊的轴线平行,而现有轧丝机无法对该技术点进行有效调节。
技术实现思路
1、本实用新型的目的是针对上述技术问题,提出一种轧丝机。
2、本实用新型解决其技术问题的技术方案是:
3、本实用新型提出了一种轧丝机,包括工作台和分别设置在工作台上的放线组件、精轧收线组件、第一导轮、导轨、轧辊机构、第二导轮、尺寸测量系统、排线装置以及粗轧收线组件;
4、当放线组件上绕制有待轧制圆丝时,粗轧收线组件用于引导待轧制圆丝依次经第一导轮、导轨后,进入轧辊机构被轧制成粗轧扁丝,再依次通过第二导轮、排线装置后供粗轧扁丝缠绕;
5、当放线组件上绕制有粗轧扁丝时,精轧收线组件用于引导粗轧扁丝依次经第一导轮、导轨后,进入轧辊机构被轧制成精轧扁丝,再依次通过第二导轮、排线装置后供精轧扁丝缠绕;
6、尺寸测量系统位于第二导轮和轧辊机构之间,用于测量粗轧扁丝或者精轧扁丝的尺寸。
7、本实用新型上述的轧丝机中,精轧收线组件和粗轧收线组件分别位于轧辊机构两侧。
8、本实用新型上述的轧丝机中,排线装置包括支撑杆,支撑杆上开设有滑动槽;滑动槽与轧辊机构的轧辊转动轴向平行设置;
9、排线装置还包括可滑动地设置在滑动槽中的排线支架以及分别固定地安装在排线支架上的第三导轮、第四导轮以及第五导轮;
10、当放线组件上绕制有待轧制圆丝时,粗轧收线组件用于引导待轧制圆丝依次经第一导轮、导轨后,进入轧辊机构被轧制成粗轧扁丝,再依次通过第二导轮、第三导轮后供粗轧扁丝缠绕;
11、当放线组件上绕制有粗轧扁丝时,精轧收线组件用于引导粗轧扁丝依次经第一导轮、导轨后,进入轧辊机构被轧制成精轧扁丝,再依次通过第二导轮、第四导轮以及第五导轮后供精轧扁丝缠绕。
12、本实用新型上述的轧丝机中,尺寸测量系统为激光测径仪,所述激光测径仪安装于可在0°~180°范围内旋转的转台上。
13、本实用新型上述的轧丝机中,轧辊机构包括轧辊机架以及分别布设在轧辊机架上的上轴瓦和下轴瓦;上轴瓦顶部和下轴瓦顶部均具有v形槽,上轴瓦的v形槽和下轴瓦的v形槽相对设置;轧辊机构还包括上轧辊和下轧辊;上轧辊布设在上轴瓦的v形槽中,下轧辊布设在下轴瓦的v形槽中;上轧辊和下轧辊对辊设置;
14、轧辊机构还包括设置在上轴瓦和下轴瓦之间的竖向支撑弹簧,竖向设置并可螺纹转动地安装在轧辊机架顶部上且抵接上轴瓦、用于调整上轴瓦和下轴瓦之间上下相对位置的竖向导向杆,固定地套设在竖向导向杆上的竖向调节旋钮,设置在轧辊机架侧部和上轴瓦之间的横向支撑弹簧,横向设置并可螺纹转动地安装在轧辊机架侧部上且抵接上轴瓦、用于调整上轴瓦和下轴瓦之间横向相对位置的横向导向杆以及固定地套设在横向导向杆上的横向调节旋钮。
15、本实用新型上述的轧丝机中,竖向支撑弹簧和横向支撑弹簧均为压缩弹簧。
16、本实用新型上述的轧丝机中,第一导轮、第二导轮、第三导轮、第四导轮以及第五导轮均为塑料制件。
17、本实用新型的轧丝机,通过采用一个轧辊机构同时配备精轧收线组件和粗轧收线组件的方式,可以实现粗轧和精轧两个过程,保证了其所加工生产的手表游丝尺寸精度可调可控。
技术特征:
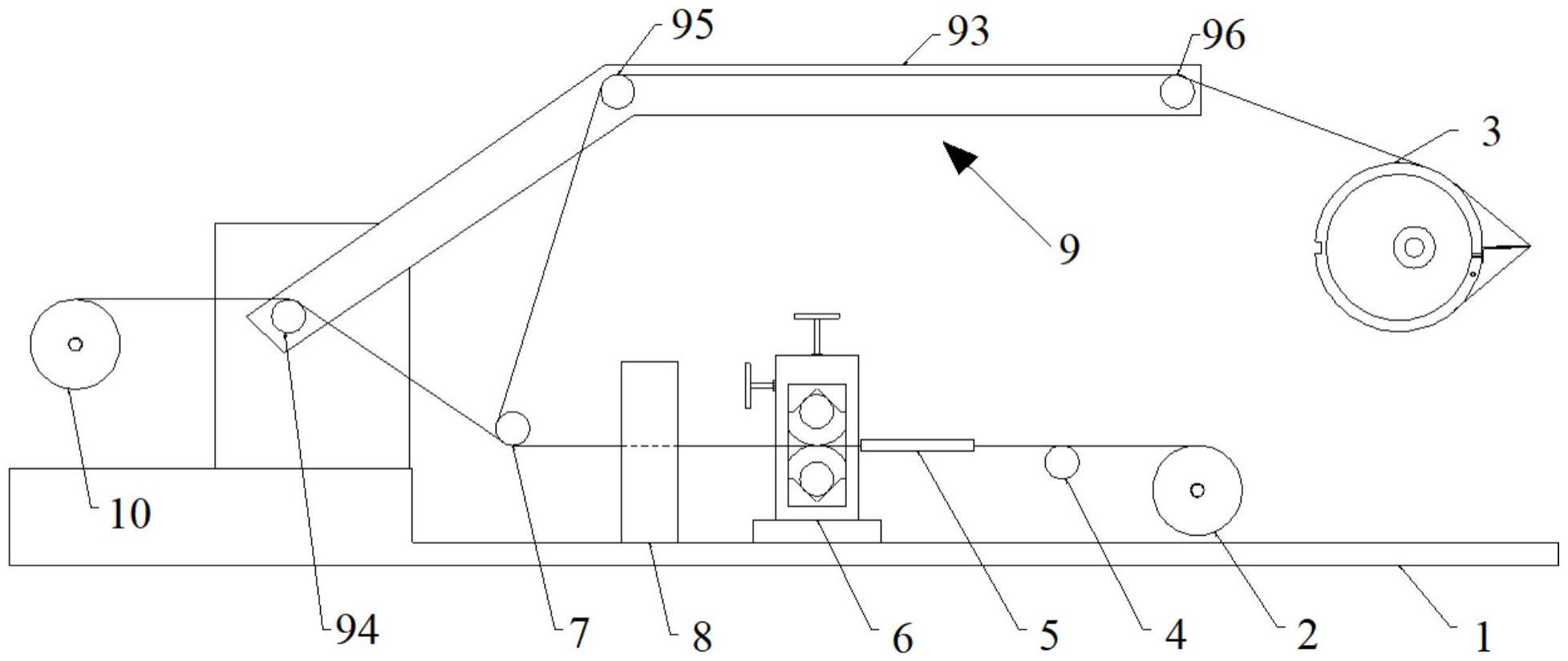
1.一种轧丝机,其特征在于,包括工作台(1)和分别设置在工作台(1)上的放线组件(2)、精轧收线组件(3)、第一导轮(4)、导轨(5)、轧辊机构(6)、第二导轮(7)、尺寸测量系统(8)、排线装置(9)以及粗轧收线组件(10);
2.根据权利要求1所述的轧丝机,其特征在于,精轧收线组件(3)和粗轧收线组件(10)分别位于轧辊机构(6)两侧。
3.根据权利要求1所述的轧丝机,其特征在于,排线装置(9)包括支撑杆(91),支撑杆(91)上开设有滑动槽(92);滑动槽(92)与轧辊机构(6)的轧辊转动轴向平行设置;
4.根据权利要求3所述的轧丝机,其特征在于,尺寸测量系统(8)为激光测径仪,所述激光测径仪安装于可在0°~180°范围内旋转的转台上。
5.根据权利要求3所述的轧丝机,其特征在于,轧辊机构(6)包括轧辊机架(63)以及分别布设在轧辊机架(63)上的上轴瓦(64)和下轴瓦(65);上轴瓦(64)顶部和下轴瓦(65)顶部均具有v形槽,上轴瓦(64)的v形槽和下轴瓦(65)的v形槽相对设置;轧辊机构(6)还包括上轧辊(61)和下轧辊(62);上轧辊(61)布设在上轴瓦(64)的v形槽中,下轧辊(62)布设在下轴瓦(65)的v形槽中;上轧辊(61)和下轧辊(62)对辊设置;
6.根据权利要求5所述的轧丝机,其特征在于,竖向支撑弹簧(66)和横向支撑弹簧均为压缩弹簧。
7.根据权利要求3所述的轧丝机,其特征在于,第一导轮(4)、第二导轮(7)、第三导轮(94)、第四导轮(95)以及第五导轮(96)均为塑料制件。
技术总结
一种轧丝机,包括工作台(1)和分别设置在工作台(1)上的放线组件(2)、精轧收线组件(3)、第一导轮(4)、导轨(5)、轧辊机构(6)、第二导轮(7)、尺寸测量系统(8)、排线装置(9)以及粗轧收线组件(10);尺寸测量系统(8)位于第二导轮(7)和轧辊机构(6)之间,用于测量粗轧扁丝或者精轧扁丝的尺寸。本技术的轧丝机,通过采用一个轧辊机构同时配备精轧收线组件和粗轧收线组件的方式,可以实现粗轧和精轧两个过程,保证了其所加工生产的手表游丝尺寸精度可调可控。
技术研发人员:靳磊,凌真
受保护的技术使用者:飞亚达精密科技股份有限公司
技术研发日:20230419
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!