壳体夹具的制作方法
本技术涉及叉车部件,尤其涉及一种壳体夹具。
背景技术:
1、叉车传动系统壳体为铸铁件一般分三道工序加工而成。第一道工序首先是立式车床加工外圆,第二道工序是在卧式加工中心上以已加工后的外圆定位,加工工艺定位面及定位销孔,第三道工序在卧式加工中心上以定位面和定位销孔定位,精加工要求较高的特征内容。在最后一道工序,原定位方式为简易的、单独的定位块、定位板结构,满足试制时加工要求,但是需要人工的对每件工件进行找正,耽误时间,不能满足批量加工时的要求,且基准靠个人经验找对,质量难以保证。因此,如何提供一种壳体夹具是本领域技术人员亟需解决的问题。
技术实现思路
1、本实用新型的一个目的在于提出一种壳体夹具,本实用新型通过设计一种专用于叉车传动壳体的夹具,使得在叉车传动壳体加工工序中,不需找正,工件放在夹具上直接装夹,满足叉车传动壳体批量加工时的要求,同时节省时间,且相对人工操作来说更佳的可靠稳定,保证质量。
2、根据本实用新型实施例的一种壳体夹具,包括由多层板材焊接的焊接底座,所述焊接底座上设置有具有水平高度差的第一定位板和第二定位板,所述第一定位板上安装有菱形销,所述第二定位板上安装有圆柱销,所述圆柱销和所述菱形销侧面均设置有可转动的弹性支撑,所述第一定位板和所述第二定位板外侧均设置有用于固定工件两侧的压紧组件,所述压紧组件后侧设置有用于辅助固定工件上侧的辅助夹紧装置。
3、可选的,所述压紧组件包括固定安装在焊接底座上的支架,所述支架上方设置有压板,所述压板上开设有开槽,所述开槽内贯穿设置有双头螺杆,位于所述开槽上端的双头螺杆上螺纹安装有第一带肩螺母,所述双头螺杆另一端固定连接在支架顶面,位于所述支架与所述压板之间的双头螺杆上套设有弹簧,所述支架与所述压板之间还安装有顶杆。
4、可选的,所述压板侧面设置有手柄球,所述手柄球与所述压板通过连杆连接。
5、可选的,所述辅助夹紧装置包括固定安装在焊接底座上的两支座,两所述支座之间设置有随形板,所述随形板一端通过连接轴与一个支座铰接设置,另一个所述支座顶端转动安装有连接杆,所述连接杆顶部贯穿随形板另一端设置且连接杆顶端螺纹安装有第二带肩螺母。
6、可选的,所述支座上安装有顶头向内设置的长抵紧螺栓,所述随形板上安装有顶头向内设置的短抵紧螺栓。
7、可选的,所述菱形销和所述圆柱销分别与工件上对应的销孔间隙配合。
8、可选的,所述焊接底座为三层板材结构,所述焊接底座包括上部板、焊接筋板和下部板,所述下部板与卧式加工工作台连接。
9、本实用新型的有益效果是:
10、本实用新型通过设计一种专用于叉车传动壳体的夹具,使得在叉车传动壳体加工工序中,不需找正,工件放在夹具上直接装夹,满足叉车传动壳体批量加工时的要求,同时节省时间,且相对人工操作来说更佳的可靠稳定,保证质量。
技术特征:
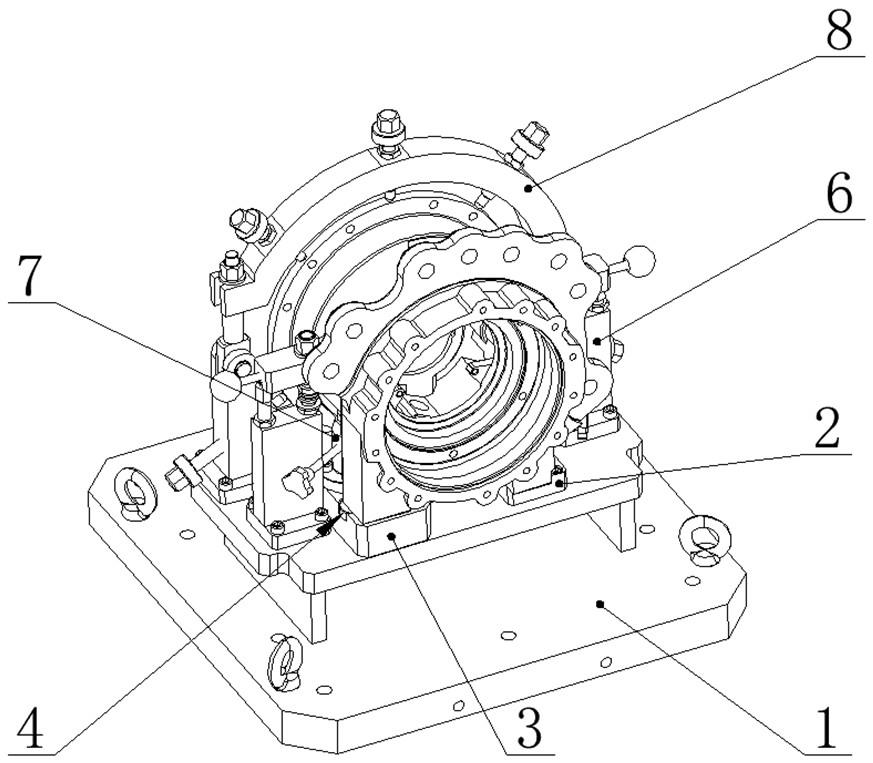
1.一种壳体夹具,其特征在于,包括由多层板材焊接的焊接底座(1),所述焊接底座(1)上设置有具有水平高度差的第一定位板(2)和第二定位板(3),所述第一定位板(2)上安装有菱形销(5),所述第二定位板(3)上安装有圆柱销(4),所述圆柱销(4)和所述菱形销(5)侧面均设置有可转动的弹性支撑(7),所述第一定位板(2)和所述第二定位板(3)外侧均设置有用于固定工件两侧的压紧组件(6),所述压紧组件(6)后侧设置有用于辅助固定工件上侧的辅助夹紧装置(8)。
2.根据权利要求1所述的一种壳体夹具,其特征在于,所述压紧组件(6)包括固定安装在焊接底座(1)上的支架(61),所述支架(61)上方设置有压板(62),所述压板(62)上开设有开槽,所述开槽内贯穿设置有双头螺杆(64),位于所述开槽上端的双头螺杆(64)上螺纹安装有第一带肩螺母(63),所述双头螺杆(64)另一端固定连接在支架(61)顶面,位于所述支架(61)与所述压板(62)之间的双头螺杆(64)上套设有弹簧(68),所述支架(61)与所述压板(62)之间还安装有顶杆(67)。
3.根据权利要求2所述的一种壳体夹具,其特征在于,所述压板(62)侧面设置有手柄球(66),所述手柄球(66)与所述压板(62)通过连杆(65)连接。
4.根据权利要求1所述的一种壳体夹具,其特征在于,所述辅助夹紧装置(8)包括固定安装在焊接底座(1)上的两支座(81),两所述支座(81)之间设置有随形板(83),所述随形板(83)一端通过连接轴(82)与一个支座(81)铰接设置,另一个所述支座(81)顶端转动安装有连接杆(86),所述连接杆(86)顶部贯穿随形板(83)另一端设置且连接杆(86)顶端螺纹安装有第二带肩螺母(85)。
5.根据权利要求4所述的一种壳体夹具,其特征在于,所述支座(81)上安装有顶头(88)向内设置的长抵紧螺栓(87),所述随形板(83)上安装有顶头(88)向内设置的短抵紧螺栓(84)。
6.根据权利要求1所述的一种壳体夹具,其特征在于,所述菱形销(5)和所述圆柱销(4)分别与工件上对应的销孔间隙配合。
7.根据权利要求1所述的一种壳体夹具,其特征在于,所述焊接底座(1)为三层板材结构,所述焊接底座(1)包括上部板、焊接筋板和下部板,所述下部板与卧式加工工作台连接。
技术总结
本技术公开了一种壳体夹具,包括由多层板材焊接的焊接底座,焊接底座上设置有具有水平高度差的第一定位板和第二定位板,第一定位板上安装有菱形销,第二定位板上安装有圆柱销,圆柱销和所述菱形销侧面均设置有可转动的弹性支撑,第一定位板和所述第二定位板外侧均设置有用于固定工件两侧的压紧组件,压紧组件后侧设置有用于辅助固定工件上侧的辅助夹紧装置。本技术通过设计一种专用于叉车传动壳体的夹具,使得在叉车传动壳体加工工序中,不需找正,工件放在夹具上直接装夹,满足叉车传动壳体批量加工时的要求,同时节省时间,且相对人工操作来说更佳的可靠稳定,保证质量。
技术研发人员:张三宝,张琴,张洪权
受保护的技术使用者:安徽合力股份有限公司
技术研发日:20230421
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!