一种浇口工件放电加工治具的制作方法
本技术涉及细水口进胶浇口放电加工,具体为一种浇口工件放电加工治具。
背景技术:
1、随着各类电子产品不断发展和市场需求多样化快速更迭,新型模具结构设计走向了快速反应时代,现有工艺技术目前采用细水口进胶浇口拆单个电极放电加工工艺,主要有以下两个缺点:
2、1、如图1所示的单个电极,在一个尺寸在75mm*85mm40mm的整块铜料上,需要按照在母模仁上生成多个细水口浇口的位置,加工多个细水口浇口的电极腿,其刀具损耗大,影响加工速度,且整块铜料上,没有加工细水口浇口的电极腿的地方,也造成了铜料的浪费。
3、2、如图2所示,在加工放电时,放电加工不能同时固定多个组电极,治具一次只能夹持一个电极,使其加工效率低,周期长。
技术实现思路
1、本实用新型所要解决的技术问题在于:解决加工单个电极时,刀具损耗大和加工放电时,不能同时夹持多组电极,加工效率低的问题。
2、为解决上述技术问题,本实用新型提供如下技术方案:
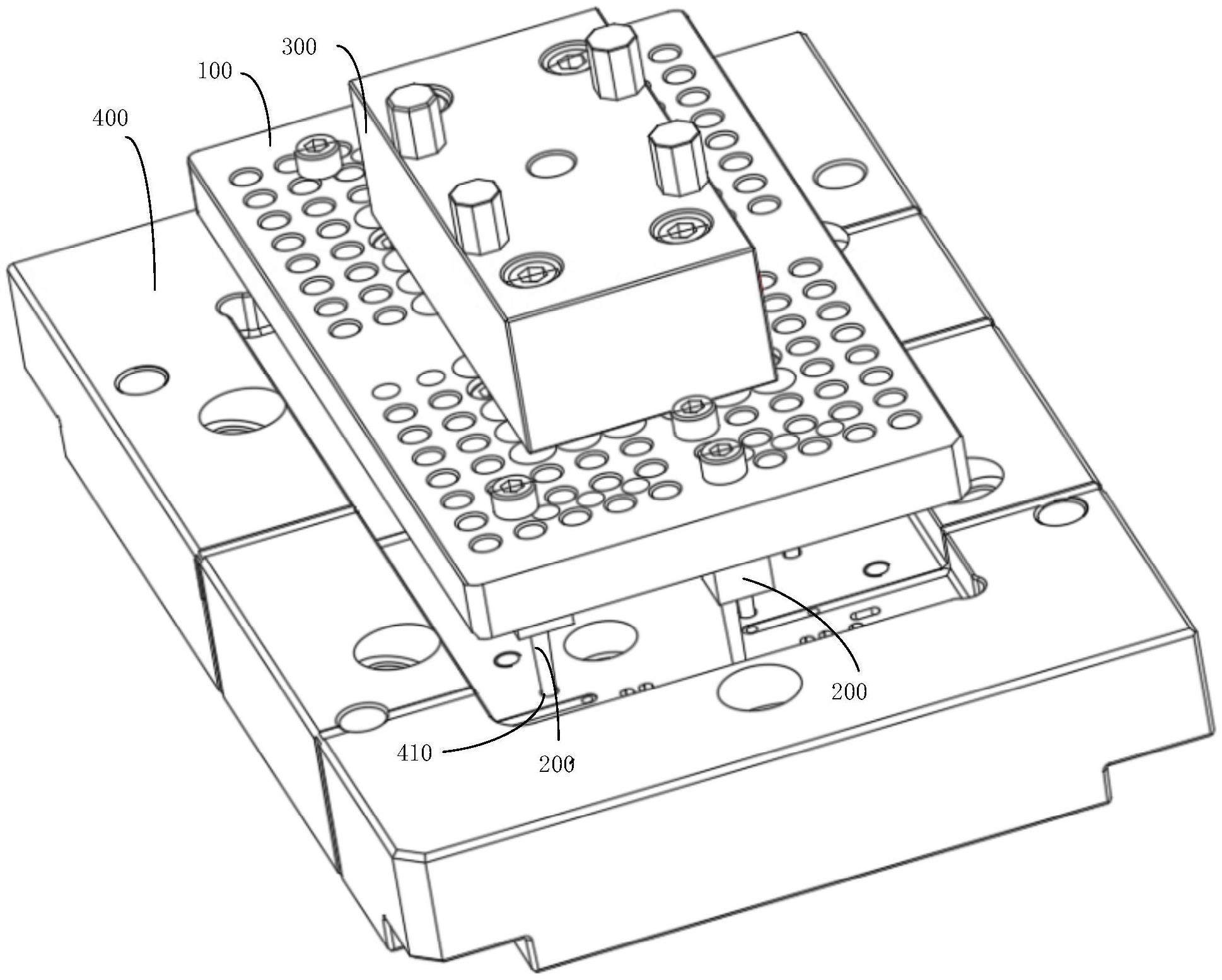
3、一种浇口工件放电加工治具,包括:进胶放电板,并在所述进胶放电板上设置多个电极孔、多个固定孔和多个定位孔,以及还包括多个单脚电极和电极治具,多个所述单脚电极按照在母模仁上需要生成多个细水口的位置在所述进胶放电板上布置,使其一端穿过所述电极孔与所述进胶放电板可拆卸连接;所述电极治具通过多个所述固定孔和多个所述定位孔与所述进胶放电板可拆卸连接。
4、在本实用新型的一实施例中,所述单脚电极的电极料尺寸为15mm*15mm*40mm。
5、在本实用新型的一实施例中,所述单脚电极的另一端底部锣平。
6、在本实用新型的一实施例中,所述电极料的材料为铜。
7、在本实用新型的一实施例中,所述电极治具和多个所述单脚电极分别位于所述进胶放电板的顶面和底面。
8、在本实用新型的一实施例中,所述电极治具为erowa治具。
9、与现有技术相比,本实用新型的有益效果是:将现有技术中,在一个较大的铜料上需要刀具照成细水口的位置磨成多个电极腿的方式来说,现在只需一块更少的铜料,刀具不需要参照细水口的位置,只要磨成一个一个单腿电极,避免了铜料浪费的同时,还减少了刀具的损耗。现有技术中,治具一次只能夹持一个单组电极,使其一次只能产生一个单组电极上电极腿对应的细水口,完成全部的细水口加工,需要治具更换夹持不同的单组电极,而通过本申请,将多个单脚电极按照在母模仁上需要生成多个细水口的位置在进胶放电板上布置,电极治具只需要夹持进胶放电板,就能一次性在母模仁上生成全部的细水口,提高了加工效率。
技术特征:
1.一种浇口工件放电加工治具,其特征在于,包括:进胶放电板,并在所述进胶放电板上设置多个电极孔、多个固定孔和多个定位孔,以及还包括多个单脚电极和电极治具,多个所述单脚电极按照在母模仁上需要生成多个细水口的位置在所述进胶放电板上布置,使其一端穿过所述电极孔与所述进胶放电板可拆卸连接;所述电极治具通过多个所述固定孔和多个所述定位孔与所述进胶放电板可拆卸连接。
2.根据权利要求1所述的浇口工件放电加工治具,其特征在于,所述单脚电极的电极料尺寸为15mm*15mm*40mm。
3.根据权利要求1所述的浇口工件放电加工治具,其特征在于,所述单脚电极的另一端底部锣平。
4.根据权利要求2所述的浇口工件放电加工治具,其特征在于,所述电极料的材料为铜。
5.根据权利要求1所述的浇口工件放电加工治具,其特征在于,所述电极治具和多个所述单脚电极分别位于所述进胶放电板的顶面和底面。
6.根据权利要求1所述的浇口工件放电加工治具,其特征在于,所述电极治具为erowa治具。
技术总结
本技术公开了一种浇口工件放电加工治具,包括:进胶放电板,并在所述进胶放电板上设置多个电极孔、多个固定孔和多个定位孔,以及还包括多个单脚电极和电极治具,多个所述单脚电极按照在母模仁上需要生成多个细水口的位置在所述进胶放电板上布置,使其一端穿过所述电极孔与所述进胶放电板可拆卸连接;所述电极治具通过多个所述固定孔和多个所述定位孔与所述进胶放电板可拆卸连接。通过本技术公开的浇口工件放电加工治具,能够提高细水口加工效率。
技术研发人员:张磊,张凡,徐亚明,谢明川
受保护的技术使用者:安徽千鑫通讯科技有限公司
技术研发日:20230419
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!