一种激光焊接定位夹具的制作方法
本技术属于电池生产设备,具体涉及一种激光焊接定位夹具。
背景技术:
1、本部分的陈述仅仅是提供了与本发明相关的背景技术信息,不必然构成在先技术。
2、汇流排通过焊接工装确定位置,焊接到电芯极柱上,然而在焊接时,汇流排与焊接工装定位孔上下左右都有间隙,从而导致汇流排在线体运行及电芯模组焊接时发生偏移,影响焊接效果。
技术实现思路
1、针对上述问题,本实用新型提供一种激光焊接定位夹具,能够与焊接工装配合压紧汇流排,避免了焊接时汇流排发生偏移的现象,保证了焊接质量。
2、为实现上述目的,本实用新型采取以下技术方案:
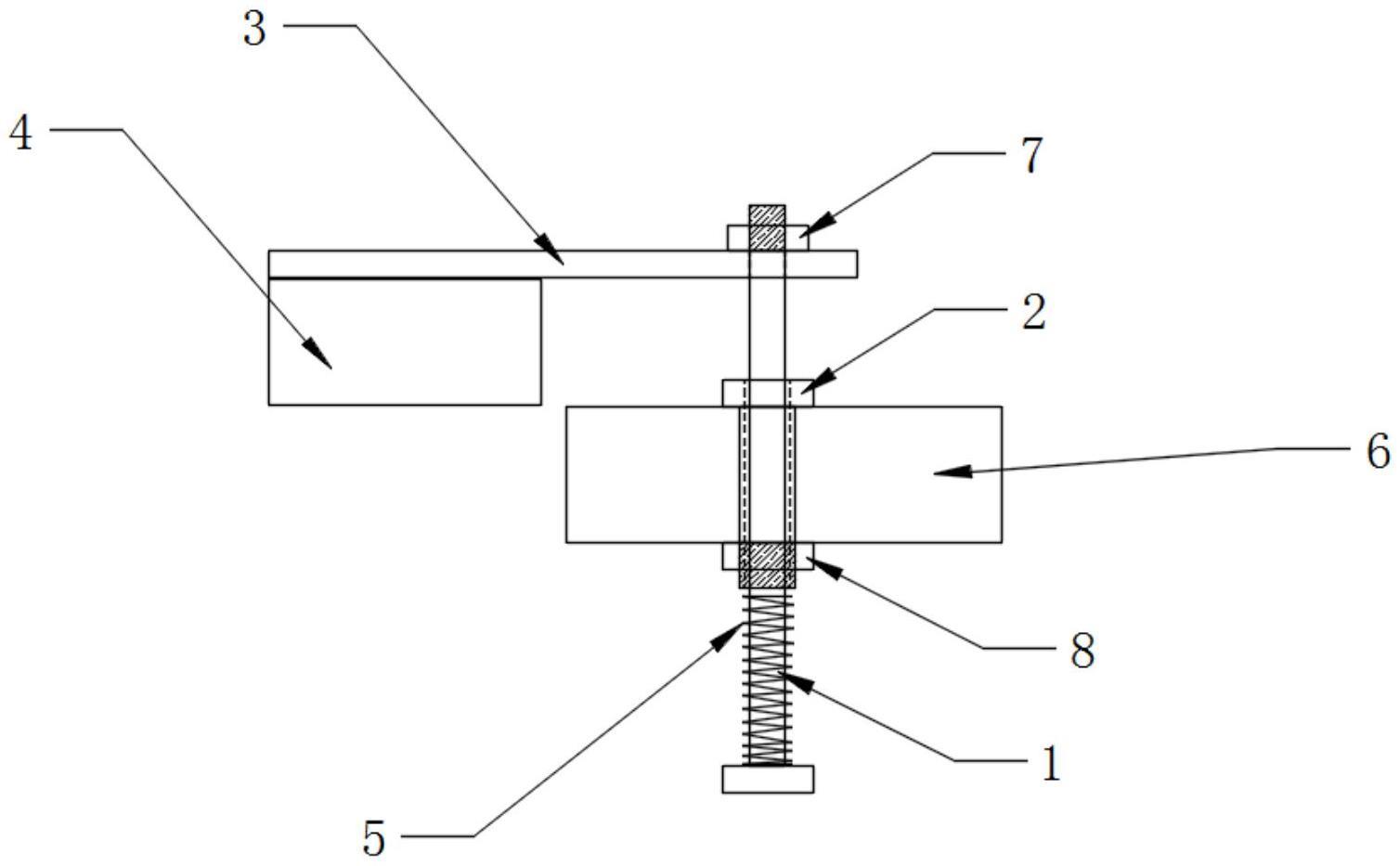
3、本实用新型提出了一种激光焊接定位夹具,包括转轴,转轴的下部套设弹簧,中部套设转轴座,转轴座的下端顶住弹簧的上端;所述转轴的上端套设压紧杆,压紧杆前部的下侧设置胶垫;所述转轴的上部和转轴座的下部设置螺纹,转轴上部的螺纹上设置第一螺母,转轴座下部的螺纹上设置第二螺母。
4、进一步的,所述转轴的下端为圆头结构,转轴的圆头结构上端顶住弹簧的下端。
5、进一步的,所述转轴座的上部设置圆头结构,转轴座的圆头结构下端顶住焊接工装的上表面。
6、进一步的,所述第一螺母与转轴螺纹连接,第一螺母的下端顶住压紧杆。
7、进一步的,所述第二螺母与转轴座螺纹连接,第二螺母的上端顶住焊接工装的下表面。
8、进一步的,所述胶垫与压紧杆固定连接。
9、进一步的,所述转轴座的中心位置开设通孔,转轴穿过通孔与转轴座连接。
10、进一步的,所述转轴座的通孔之间大于转轴的直径,转轴与转轴座可拆卸连接。
11、进一步的,所述弹簧和转轴可拆卸连接。
12、进一步的,所述转轴座的直径小于焊接工装上安装孔的直径。
13、与现有技术相比,本实用新型具有的优点和积极效果是:
14、本实用新型设置转轴座,使转轴可自由转动,进而使压紧杆上的胶垫旋转角度可自由调整,在使用时更灵活,能够更精准的固定汇流排。还设置了第一螺纹和第二螺纹,夹持住焊接工装的上下表面,保证了稳定性。增加定位夹具,有效避免了电芯模组在产线运行及模组焊接时汇流排发生偏移的现象,从而减少模组虚焊、焊偏、焊坏等现象。
技术特征:
1.一种激光焊接定位夹具,其特征在于,包括转轴,转轴的下部套设弹簧,中部套设转轴座,转轴座的下端顶住弹簧的上端;所述转轴的上端套设压紧杆,压紧杆前部的下侧设置胶垫;所述转轴的上部和转轴座的下部设置螺纹,转轴上部的螺纹上设置第一螺母,转轴座下部的螺纹上设置第二螺母。
2.如权利要求1所述的一种激光焊接定位夹具,其特征在于,所述转轴的下端为圆头结构,转轴的圆头结构上端顶住弹簧的下端。
3.如权利要求1所述的一种激光焊接定位夹具,其特征在于,所述转轴座的上部设置圆头结构,转轴座的圆头结构下端顶住焊接工装的上表面。
4.如权利要求1所述的一种激光焊接定位夹具,其特征在于,所述第一螺母与转轴螺纹连接,第一螺母的下端顶住压紧杆。
5.如权利要求1所述的一种激光焊接定位夹具,其特征在于,所述第二螺母与转轴座螺纹连接,第二螺母的上端顶住焊接工装的下表面。
6.如权利要求1所述的一种激光焊接定位夹具,其特征在于,所述胶垫与压紧杆固定连接。
7.如权利要求1所述的一种激光焊接定位夹具,其特征在于,所述转轴座的中心位置开设通孔,转轴穿过通孔与转轴座连接。
8.如权利要求7所述的一种激光焊接定位夹具,其特征在于,所述转轴座的通孔之间大于转轴的直径,转轴与转轴座可拆卸连接。
9.如权利要求1所述的一种激光焊接定位夹具,其特征在于,所述弹簧和转轴可拆卸连接。
10.如权利要求1所述的一种激光焊接定位夹具,其特征在于,所述转轴座的直径小于焊接工装上安装孔的直径。
技术总结
本技术公开了一种激光焊接定位夹具,包括转轴,转轴的下部套设弹簧,中部套设转轴座,转轴座的下端顶住弹簧的上端;所述转轴的上端套设压紧杆,压紧杆前部的下侧设置胶垫;所述转轴的上部和转轴座的下部设置螺纹,转轴上部的螺纹上设置第一螺母,转轴座下部的螺纹上设置第二螺母。能够与焊接工装配合压紧汇流排和焊接工装,避免了焊接时汇流排发生偏移的现象,保证了焊接质量。
技术研发人员:徐衍冰,王玉龙,高绪森,赵浩宇,陈付清,王晓鹏
受保护的技术使用者:青岛益和智能科技有限公司
技术研发日:20230421
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!