一种行星架总成装配装置的制作方法
本技术属于变速器,具体涉及一种行星架总成装配装置。
背景技术:
1、行星齿轮传动装置在汽车配件中使用的非常广泛,如在变速器中;行星齿轮传动装置一般包括齿圈、行星架和太阳轮轴,齿圈、行星架和太阳轮轴之间有不同的传动比,通过输入端、轴出端与齿圈、行星架和太阳轮轴之间不同的配合连接方式,可获得不同的变速效果。
2、但目前大多数行星架总成中行星轴与行星架是通过插销或螺栓连接的,由于变速箱内空间小,这种装配方式复杂繁琐,且效率低;若将行星架总成中行星轴与行星架的固定设计为端面铆接固定,相比插销联接、螺栓联接,其成本优势明显,且装配方便快捷。
3、但若行星轴铆接不好,可能会出现行星架变形,行星轴脱落风险,造成变速器的整箱失效,所以亟需一种辅助行星架总成装配的装置。
4、2020-06-05日公开的申请号为cn201921506979的中国实用新型专利公开了一种多功能拉维纳行星排及行星架总成装配工装,其包括底座、垂直安装于所述底座上端面的定位座、转动连接于所述定位座上的定位转轴、可拆卸的连接于所述定位座上的角度限位组件,所述角度限位组件包括固定于所述定位座上的滑座、开设有滑槽且滑槽卡设于所滑座上的锁紧块、与所述滑座螺纹连接且贯穿所述锁紧块的锁紧螺丝,当所述锁紧螺丝的螺头压紧于所述锁紧时,所述锁紧块压紧所述拉维纳行星排及行星架总成上。但该专利的技术方案复杂、操作繁琐,且无法解决上述技术问题。
技术实现思路
1、针对现有技术中存在的不足,本实用新型的目的在于提供一种结构简单、使用方便的行星架总成装配装置,通过该行星架总成装配装置,可高效完成行星架总成的装配,同时避免行星轴凸出行星架及行星架变形过大的风险,且单人操作即可完成,大大提高了工作效率。
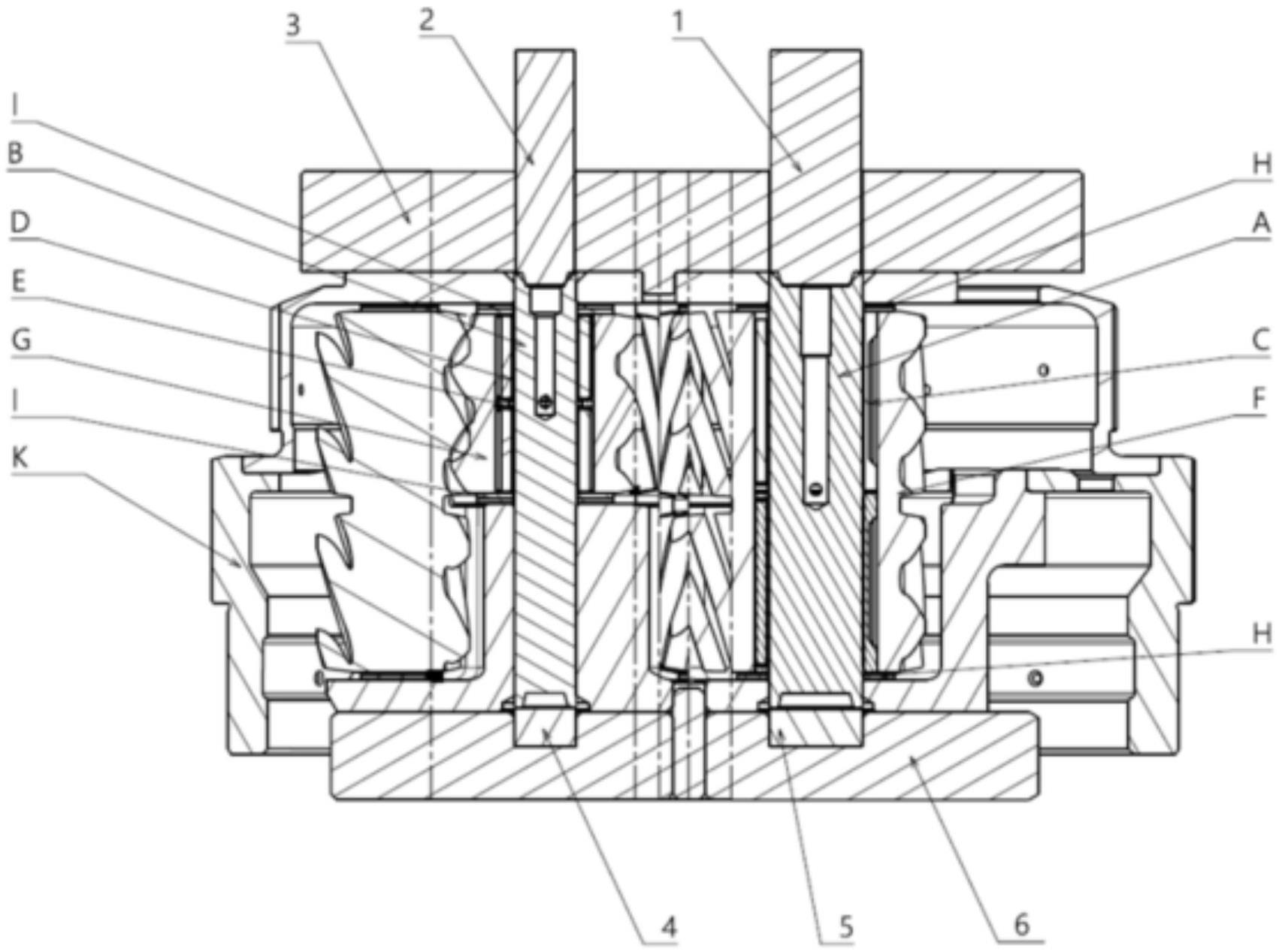
2、为实现上述目的,本实用新型的技术方案为:一种行星架总成装配装置,包括铆接轴、导向压板和支撑底座,所述支撑底座与行星架的一个端面贴合接触,导向压板与行星架的另一个端面贴合接触,导向压板上设有通孔,铆接轴穿过导向压板上的通孔与行星架总成中行星轴一端的端面接触。
3、进一步的,所述行星架总成装配装置还包括限位块,支撑底座上设有凹槽,限位块装配在支撑底座上的凹槽中,限位块与行星架总成中行星轴另一端的端面接触。
4、进一步的,所述铆接轴轴体双面切削,一面切削面与导向压板上的通孔配合存在空隙,空隙以装配时能看到行星轴顶端标识为宜。
5、进一步的,所述铆接轴包括轴体和铆接头,铆接头设置在轴体一端的端面,使用时,铆接头与行星轴的端面接触。
6、进一步的,所述轴体为切割的柱体包括圆柱面和削平面,圆柱面与削平面间隔分布,铆接头为梯形结构。
7、进一步的,所述轴体的厚度大于铆接头的厚度,铆接头设置在轴体的中间位置,铆接头与轴体之间形成限位台肩。
8、进一步的,所述导向压板和支撑底座上均设有定位销,导向压板和支撑底座通过定位销与行星架上的安装孔配合分别安装在行星架的两端面上。
9、进一步的,所述铆接轴包括长行星轴铆接轴和短行星轴铆接轴,限位块包括长行星轴限位块和短行星轴限位块,长行星轴的一端与长行星轴铆接轴接触,长行星轴的另一端与长行星轴限位块接触,短行星轴的一端与短行星轴铆接轴接触,短行星轴的另一端与短行星轴限位块接触。
10、采用本实用新型技术方案的优点为:
11、本实用新型行星架总成装配装置,可高效完成行星架总成的装配,同时避免行星轴凸出行星架及行星架变形过大的风险;实现了行星架总成中行星轴与行星架的固定方式为端面铆接固定,减少了零部件的使用,降低了成本;且该装配装置结构简单、操作方便,单人操作即可完成,大大提高了工作效率。
技术特征:
1.一种行星架总成装配装置,其特征在于:包括铆接轴、导向压板(3)和支撑底座(6),所述支撑底座(6)与行星架(k)的一个端面贴合接触,导向压板(3)与行星架(k)的另一个端面贴合接触,导向压板(3)上设有通孔,铆接轴穿过导向压板(3)上的通孔与行星架总成中行星轴一端的端面接触。
2.如权利要求1所述的一种行星架总成装配装置,其特征在于:所述行星架总成装配装置还包括限位块,支撑底座(6)上设有凹槽,限位块装配在支撑底座(6)上的凹槽中,限位块与行星架总成中行星轴另一端的端面接触。
3.如权利要求2所述的一种行星架总成装配装置,其特征在于:所述铆接轴轴体双面切削,一面切削面与导向压板(3)上的通孔配合存在空隙,空隙以装配时能看到行星轴顶端标识为宜。
4.如权利要求2或3所述的一种行星架总成装配装置,其特征在于:所述铆接轴包括轴体(7)和铆接头(8),铆接头(8)设置在轴体(7)一端的端面,使用时,铆接头(8)与行星轴的端面接触。
5.如权利要求4所述的一种行星架总成装配装置,其特征在于:所述轴体(7)为切割的柱体包括圆柱面(71)和削平面(72),圆柱面(71)与削平面(72)间隔分布,铆接头(8)为梯形结构。
6.如权利要求4所述的一种行星架总成装配装置,其特征在于:所述轴体(7)的厚度大于铆接头(8)的厚度,铆接头(8)设置在轴体(7)的中间位置,铆接头(8)与轴体(7)之间形成限位台肩(9)。
7.如权利要求2所述的一种行星架总成装配装置,其特征在于:所述导向压板(3)和支撑底座(6)上均设有定位销,导向压板(3)和支撑底座(6)通过定位销与行星架(k)上的安装孔配合分别安装在行星架(k)的两端面上。
8.如权利要求6所述的一种行星架总成装配装置,其特征在于:所述铆接轴包括长行星轴铆接轴(1)和短行星轴铆接轴(2),限位块包括长行星轴限位块(5)和短行星轴限位块(4),长行星轴(a)的一端与长行星轴铆接轴(1)接触,长行星轴(a)的另一端与长行星轴限位块(5)接触,短行星轴(b)的一端与短行星轴铆接轴(2)接触,短行星轴(b)的另一端与短行星轴限位块(4)接触。
技术总结
本技术公开了一种行星架总成装配装置,包括铆接轴、导向压板和支撑底座,所述支撑底座与行星架的一个端面贴合接触,导向压板与行星架的另一个端面贴合接触,导向压板上设有通孔,铆接轴穿过导向压板上的通孔与行星架总成中行星轴一端的端面接触。通过该行星架总成装配装置,可高效完成行星架总成的装配,同时避免行星轴凸出行星架及行星架变形过大的风险;且结构简单、操作方便,单人操作即可完成,大大提高了工作效率。
技术研发人员:任朋坤,邵抒情,张三阳,宋文杰,郑勇
受保护的技术使用者:吉孚汽车技术(苏州)有限公司
技术研发日:20230421
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!