一种主轴承盖卡瓦槽加工防错限位工装的制作方法
本技术涉及轴承盖卡瓦槽领域,具体涉及一种主轴承盖卡瓦槽加工防错限位工装。
背景技术:
1、主轴承盖是装在气缸体或曲轴箱的主轴承支承横隔板上并作为半个主轴承座使用的零件。
2、轴承盖呈对称结构,常规的主轴承盖加工过程中,卡瓦槽常会因为装夹出现装反现象导致卡瓦槽铣反,仅靠操作人员,检验人员目视检查,存在漏检风险,若卡瓦槽出现铣反状况,工件则会报废,增加废品率的问题,存在质量隐患。
技术实现思路
1、本实用新型的目的在于:针对目前存在的问题,提供了一种主轴承盖卡瓦槽加工防错限位工装,根据轴承盖毛坯外形在夹具上增加限位块,若操作人员装夹反,工件则放不进工装内,从而无法进行加工。达到工艺防错,降低废品率、减少质量隐患。
2、本实用新型的技术方案如下:
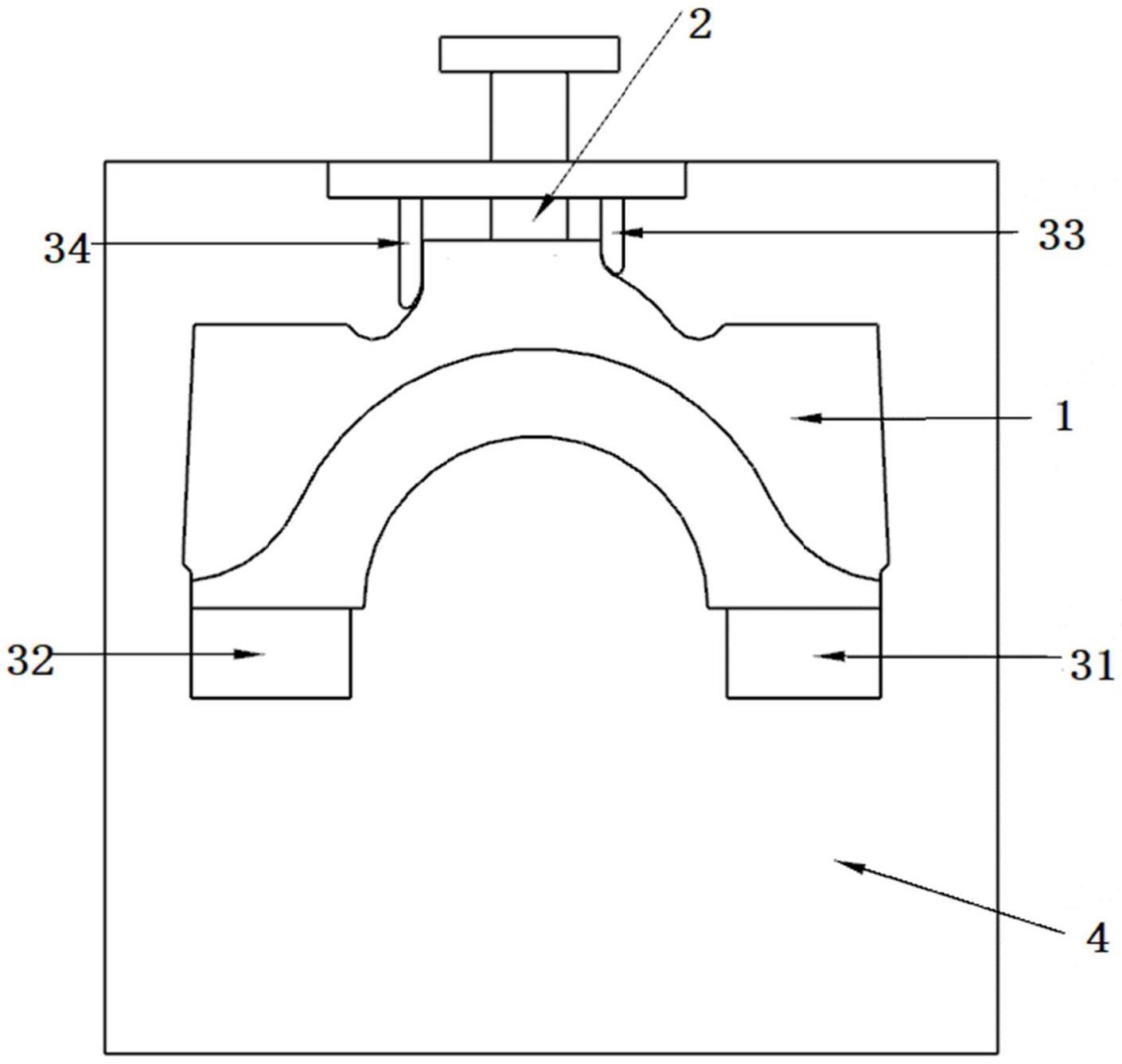
3、一种主轴承盖卡瓦槽加工防错限位工装,包括放置主轴承盖的底板,所述底板中心设置有限位块i和限位块ⅱ,限位块i和限位块ⅱ位于同一水平方向上,限位块i和限位块ⅱ的间距等于主轴承盖的长度;底板的上侧设置有限位块ⅲ和限位块ⅳ,限位块ⅲ和限位块ⅳ位于同一水平方向上,限位块ⅲ和限位块ⅳ的间距等于主轴承盖的凸形体宽度,限位块ⅲ和限位块ⅳ的下端与凸形体匹配;限位块ⅲ和限位块ⅳ的上侧设置有压紧装置。本实用新型中提到的凸形体指的是主轴承盖上侧凸出的毛坯外形部分。
4、进一步的,所述压紧装置包括压紧杆和压紧座,压紧杆上设置有螺纹,穿过设置在压紧座内的螺孔压紧主轴承盖。
5、进一步的,所述压紧座压紧限位块ⅲ和限位块ⅳ的上侧,所述压紧杆压紧主轴承盖的凸形体上侧。
6、进一步的,所述限位块i、限位块ⅱ、限位块ⅲ、限位块ⅳ和压紧座均焊接在底板表面上。
7、进一步的,所述限位块ⅲ和限位块ⅳ均为长条状,且限位块ⅲ和限位块ⅳ的上端为水平状,限位块ⅳ的长度大于限位块ⅲ的长度。
8、进一步的,所述限位块i和限位块ⅱ为正方体状,或限位块i和限位块ⅱ为一体长条状,长度等于主轴承盖的长度。
9、进一步的,所述限位块i和限位块ⅱ水平方向与限位块ⅲ和限位块ⅳ水平方向的间距等于主轴承盖的宽度。
10、进一步的,所述底板通过螺栓固定到机床工作台面上。
11、与现有的技术相比本实用新型的有益效果是:
12、1、一种主轴承盖卡瓦槽加工防错限位工装,通过毛坯外形差异在夹具中增加限位块,通过工装防错防止卡瓦槽加工错,降低废品率,提升产品质量一致性。
技术特征:
1.一种主轴承盖卡瓦槽加工防错限位工装,其特征在于,包括放置主轴承盖(1)的底板(4),所述底板(4)中心设置有限位块i(31)和限位块ⅱ(32),限位块i(31)和限位块ⅱ(32)位于同一水平方向上,限位块i(31)和限位块ⅱ(32)的间距等于主轴承盖(1)的长度;底板(4)的上侧设置有限位块ⅲ(33)和限位块ⅳ(34),限位块ⅲ(33)和限位块ⅳ(34)位于同一水平方向上,限位块ⅲ(33)和限位块ⅳ(34)的间距等于主轴承盖(1)的凸形体宽度,限位块ⅲ(33)和限位块ⅳ(34)的下端与凸形体匹配;限位块ⅲ(33)和限位块ⅳ(34)的上侧设置有压紧装置(2)。
2.根据权利要求1所述的一种主轴承盖卡瓦槽加工防错限位工装,其特征在于,所述压紧装置(2)包括压紧杆和压紧座,压紧杆上设置有螺纹,穿过设置在压紧座内的螺孔压紧主轴承盖(1)。
3.根据权利要求2所述的一种主轴承盖卡瓦槽加工防错限位工装,其特征在于,所述压紧座压紧限位块ⅲ(33)和限位块ⅳ(34)的上侧,所述压紧杆压紧主轴承盖(1)的凸形体上侧。
4.根据权利要求2所述的一种主轴承盖卡瓦槽加工防错限位工装,其特征在于,所述限位块i(31)、限位块ⅱ(32)、限位块ⅲ(33)、限位块ⅳ(34)和压紧座均焊接在底板(4)表面上。
5.根据权利要求1所述的一种主轴承盖卡瓦槽加工防错限位工装,其特征在于,所述限位块ⅲ(33)和限位块ⅳ(34)均为长条状,且限位块ⅲ(33)和限位块ⅳ(34)的上端为水平状,限位块ⅳ(34)的长度大于限位块ⅲ(33)的长度。
6.根据权利要求1所述的一种主轴承盖卡瓦槽加工防错限位工装,其特征在于,所述限位块i(31)和限位块ⅱ(32)为正方体状,或限位块i(31)和限位块ⅱ(32)为一体长条状,长度等于主轴承盖(1)的长度。
7.根据权利要求1所述的一种主轴承盖卡瓦槽加工防错限位工装,其特征在于,所述限位块i(31)和限位块ⅱ(32)水平方向与限位块ⅲ(33)和限位块ⅳ(34)水平方向的间距等于主轴承盖(1)的宽度。
8.根据权利要求1所述的一种主轴承盖卡瓦槽加工防错限位工装,其特征在于,所述底板(4)通过螺栓固定到机床工作台面上。
技术总结
本技术公开了一种主轴承盖卡瓦槽加工防错限位工装,包括放置主轴承盖(1)的底板(4),所述底板(4)中心设置有限位块I(31)和限位块Ⅱ(32),限位块I(31)和限位块Ⅱ(32)位于同一水平方向上,限位块I(31)和限位块Ⅱ(32)的间距等于主轴承盖(1)的长度;底板(4)的上侧设置有限位块Ⅲ(33)和限位块Ⅳ(34),限位块Ⅳ(34)的长度大于限位块Ⅲ(33)的长度,限位块Ⅲ(33)和限位块Ⅳ(34)的间距等于主轴承盖(1)的凸形体宽度;限位块Ⅲ(33)和限位块Ⅳ(34)的上侧设置有压紧装置(2)。通过毛坯外形差异在夹具中增加限位块,通过工装防错防止卡瓦槽加工错,降低废品率,提升产品质量一致性。
技术研发人员:张思泽,邓满烨,李东原,吴威,黄文明,吕若福
受保护的技术使用者:云南云内动力机械制造有限公司
技术研发日:20230421
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!