电力金具线夹系列模锻模具的制作方法
本技术属于模锻加工设备领域,涉及一种电力金具线夹系列模锻模具。
背景技术:
1、目前行业内电力金具ut线夹模锻,多采用实心锻模模锻,用数控机床铣削长腰孔和钻二孔,每加工一件产品都很费劲,费力、费时、费材,而且机加工时间长,加工出来的产品没有r角,从外观上来看也不美观,等于增加了一道加工切削校长工序,需要数控机床技术人员或操作人来完成机加工任务,工作效率低,人工成本高。并且该模具为实心产品,为填满实心形腔材料用料大,实心形腔机械加工成也本高。在最后成型过程中,因两侧边面积大此时材料温度下降,金属流入两侧边的阻力急剧增大,单舌头挤出的材料已流不到上表面口处,致使产品打不饱满,加上舌头长容易粘模也易断舌头,因此,废品率高,耗材多,难以满足当前的使用要求。
2、对此,还需要提出一种更为合理的技术方案,以解决现有技术中模具难以满足生产需求的问题。
技术实现思路
1、本实用新型的目的是提供一种电力金具线夹系列模锻模具,以解决现有技术中模具难以满足生产需求的问题。
2、为了实现上述目的,本实用新型提供一种电力金具线夹系列模锻模具,包括上模和与所述上模相对设置的下模,其中,所述上模上设有用于容纳物料的模膛,所述模膛的底壁设有成型凸台;所述上模的两端分别设有第一通孔;
3、所述下模上设有与所述模膛相适配的成型孔,所述成型孔的两侧分别设有与所述第一通孔相对应的第二通孔;
4、当所述上模和所述下模合模时,所述第一通孔和所述第二通孔相对设置,以能够通过所述成型孔模锻第一舌头,通过所述成型凸台模锻第二舌头,分别通过所述第一通孔和所述第二通孔模锻圆孔舌头。
5、在一种可能的设计中,所述模膛的横向截面呈腰孔状,该模膛具有宽度、长度和深度,沿指向所述模膛的槽壁方向,所述模膛的宽度不变,长度沿靠近所述凸台的方向逐渐减小。
6、在一种可能的设计中,所述模膛的坡度为9°~9.3°。
7、在一种可能的设计中,所述模膛的两端为呈弧形。
8、在一种可能的设计中,所述上模呈凸形,包括筒体部和设置于所述筒体部两端的支耳部,所述模膛形成于所述筒体上,所述第一通孔设置于所述支耳部;
9、所述筒体部的顶面配设为弧形面。
10、在一种可能的设计中,所述筒体部和支耳部一体成型。
11、在一种可能的设计中,所述支耳部的拔模角度为5°。
12、在一种可能的设计中,所述成型凸台的外周面配设为曲面。
13、该电力金具线夹系列模锻模具的操作过程为:把下模和上模合在一起,放在模架上,用上模架压块螺栓压紧上模;往复启动模锻机的滑块上下移动,以使上下模合模,与此同时自动对中上下模具。用下模架压块螺栓压紧下模,从而形成一种双舌头的模具。调整设备合模为零,调好设备使用参数,加热模具、工件即可生产。
14、在该模具中,分型面为最高端,在模锻模具受压产品成形中,金属在基本成形阶段的变形由自由变形转为充满模膛变形,金属流动变形是镦粗成形、压入成形、挤压成形组合,此时已基本填满模膛高度。另一方面由模具桥口处流出形成飞边,这时由于模壁阻力特别是飞边桥口部分阻力增大,阻止金属向外流动。随着模锻变形的继续进行,压力逐渐增大飞边逐渐减薄,温度下降,金属流入飞边的阻力急剧增大,加上内双舌头材料挤出双倍材料补充内型腔(上舌头、下舌头),两侧边的的流动距离减少了二分之一,在变形金属内部形成更强烈的三向压应力,这时压应力大于金属填充模膛深处和圆角处的阻力时,迫使金属继续流入模膛深处的圆角处直到整个模膛完全充满并压实为止,挤出多余金属飞边入槽。
15、通过上述技术方案,该模具用于生产加工后,可以减少模锻坯料,并且容易起模,模锻产品饱满,且产品密度高、抗拉强度好、产品质量稳定,且舌头短,模具舌头不易断。同时,模具易操作、使用寿命长,降低产品机械加工成本,提高了生产合格率和生产效率。
技术特征:
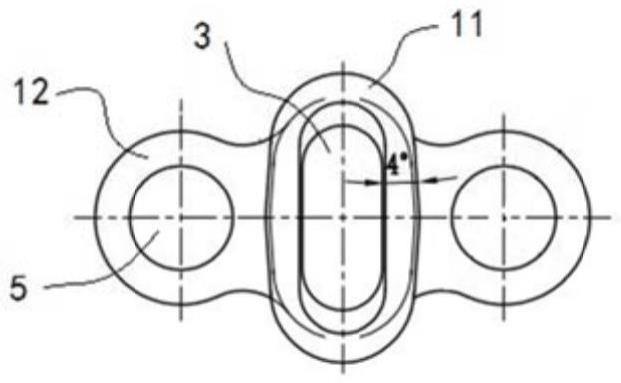
1.一种电力金具线夹系列模锻模具,其特征在于,包括上模(1)和与所述上模(1)相对设置的下模(2),其中,所述上模(1)上设有用于容纳物料的模膛(3),所述模膛(3)的底壁设有成型凸台(4);所述上模(1)的两端分别设有第一通孔(5);
2.根据权利要求1所述的电力金具线夹系列模锻模具,其特征在于,所述模膛(3)的横向截面呈腰孔状,该模膛具有宽度、长度和深度,沿指向所述模膛(3)的槽壁方向,所述模膛(3)的宽度不变,长度沿靠近所述凸台的方向逐渐减小。
3.根据权利要求2所述的电力金具线夹系列模锻模具,其特征在于,所述模膛(3)的坡度为9°~9.3°。
4.根据权利要求2所述的电力金具线夹系列模锻模具,其特征在于,所述模膛的两端为呈弧形。
5.根据权利要求1所述的电力金具线夹系列模锻模具,其特征在于,所述上模(1)呈凸形,包括筒体部(11)和设置于所述筒体部(11)两端的支耳部(12),所述模膛(3)形成于所述筒体上,所述第一通孔(5)设置于所述支耳部(12);
6.根据权利要求5所述的电力金具线夹系列模锻模具,其特征在于,所述筒体部(11)和支耳部(12)一体成型。
7.根据权利要求5所述的电力金具线夹系列模锻模具,其特征在于,所述支耳部(12)的拔模角度为5°。
8.根据权利要求1所述的电力金具线夹系列模锻模具,其特征在于,所述成型凸台(4)的外周面配设为曲面。
技术总结
本技术涉及一种电力金具线夹系列模锻模具。该模具包括上模和与上模相对设置的下模,其中,上模上设有用于容纳物料的模膛,模膛的底壁设有成型凸台;上模的两端分别设有第一通孔;下模上设有与模膛相适配的成型孔,成型孔的两侧分别设有与第一通孔相对应的第二通孔;当上模和下模合模时,第一通孔和第二通孔相对设置,以能够通过成型孔模锻第一舌头,通过成型凸台模锻第二舌头,分别通过第一通孔和第二通孔模锻圆孔舌头。该模具用于生产加工后,可以减少模锻坯料,并且容易起模,模锻产品饱满,且产品密度高、抗拉强度好、产品质量稳定,且舌头短,模具舌头不易断,解决了现有技术问题。
技术研发人员:郑志强,邵业茜,乔海鹏,李广鹏,王祝来,张成毅,王柱
受保护的技术使用者:黔西南州金信电力科技有限公司
技术研发日:20230421
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!