一种冲压铝制型材定长分切机构的制作方法
本技术涉及型材切割,具体为一种冲压铝制型材定长分切机构。
背景技术:
1、铝制型材加工流程包括对其的拉伸、切分,将自动送料装置上的铝制型材进行拉伸,再经过冲压铝制型材定长分切机构进行定长切割,传统的冲压铝制型材定长分切机构能够根据需要分切的长度,调节l型限位杆的对应位置,实现铝制型材的等长切割。
2、为了保证推板对铝制型材的推动,伸缩杆大都设置在可以调节的l型限位杆上,伸缩杆跟随推板的调节进行对应位置的移动,推板的位置无法改变,面对长度不同的分切铝制型材时,推板的位置无法进行对应的调节,当推板不位于切割成型铝制型材的中心位置时,切割成型铝制型材容易因受推板推力不均,导致其移动时发生位置偏移,影响加工精度,为了解决该问题,提出一种新型的冲压铝制型材定长分切机构。
技术实现思路
1、针对现有技术存在的不足,本实用新型提供了一种冲压铝制型材定长分切机构,用于解决传统的冲压铝制型材分切机构通过指定位置的推板推动切割型材、会因型材受推力不均导致型材偏移的问题。
2、为解决上述技术问题,本实用新型提供如下技术方案:
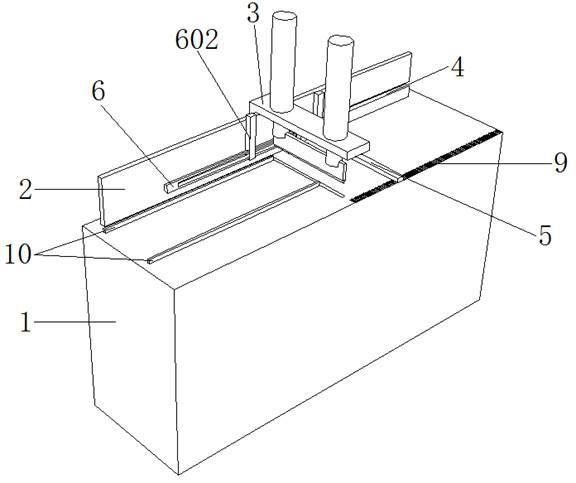
3、一种冲压铝制型材定长分切机构,包括机架、设置在机架上表面的装配竖板以及设置在机架和装配竖板上的切割组件,所述装配竖板上靠近底部的位置处水平设置有第一滑槽,所述装配竖板的正面设置有与机架上背面接触的l型限位杆,所述l型限位杆的背面设置有活动插接在第一滑槽内的螺杆,且螺杆上螺纹连接有与装配竖板背面接触的螺帽,所述l型限位杆上远离第一滑槽的一侧水平设置有导柱,且导柱上水平设置有第二滑槽,所述装配竖板上套设有固定在装配竖板上悬挂件,所述导柱上滑动连接有导套,所述导套的背面水平设置有活动插接在第一滑槽内伸缩杆,所述伸缩杆的伸缩端贯穿导套并与竖直设置在机架上的推板的背面相连,所述导套上螺纹连接有支撑在导柱上的锁止螺栓。
4、优选的,所述机架上水平设置有刻度标记,且刻度标记的起点位置位于切割组件正下方对应的位置处。
5、优选的,所述锁止螺栓位于导套的顶部。
6、优选的,所述第一滑槽和第二滑槽均为前后贯穿的条状通槽。
7、优选的,所述第二滑槽与第一滑槽位于同一高度。
8、与现有技术相比,本实用新型具备以下有益效果:
9、本实用新型通过设置能够在导柱上滑动的导套,改变导套在导柱上的位置,在面对需要切割长度不同的型材时,调节导套的位置,让推板位于型材的中心位置,伸缩杆推动推板伸缩移动时,型材移动的稳定性更强,防止型材偏移,影响设备操作,实用性较强,解决了传统的冲压铝制型材分切机构通过指定位置的推板推动切割型材、会因型材受推力不均导致型材偏移的问题。
技术特征:
1.一种冲压铝制型材定长分切机构,包括机架(1)、设置在机架(1)上表面的装配竖板(2)以及设置在机架(1)和装配竖板(2)上的切割组件(3),其特征在于:所述装配竖板(2)上靠近底部的位置处水平设置有第一滑槽(4),所述装配竖板(2)的正面设置有与机架(1)上背面接触的l型限位杆(5),所述l型限位杆(5)的背面设置有活动插接在第一滑槽(4)内的螺杆(501),且螺杆(501)上螺纹连接有与装配竖板(2)背面接触的螺帽(502),所述l型限位杆(5)上远离第一滑槽(4)的一侧水平设置有导柱(6),且导柱(6)上水平设置有第二滑槽(601),所述装配竖板(2)上套设有固定在装配竖板(2)正面的悬挂件(602),所述导柱(6)上滑动连接有导套(7),所述导套(7)的背面水平设置有活动插接在第一滑槽(4)内伸缩杆(701),所述伸缩杆(701)的伸缩端贯穿导套(7)并与竖直设置在机架(1)上的推板(702)的背面相连,所述导套(7)上螺纹连接有支撑在导柱(6)上的锁止螺栓(8)。
2.根据权利要求1所述的一种冲压铝制型材定长分切机构,其特征在于:所述机架(1)上水平设置有刻度标记(9),且刻度标记(9)的起点位置位于切割组件(3)正下方对应的位置处。
3.根据权利要求1所述的一种冲压铝制型材定长分切机构,其特征在于:所述锁止螺栓(8)位于导套(7)的顶部。
4.根据权利要求1所述的一种冲压铝制型材定长分切机构,其特征在于:所述第一滑槽(4)和第二滑槽(601)均为前后贯穿的条状通槽。
5.根据权利要求1所述的一种冲压铝制型材定长分切机构,其特征在于:所述第二滑槽(601)与第一滑槽(4)位于同一高度。
技术总结
本技术公开了一种冲压铝制型材定长分切机构,包括机架、设置在机架上表面的装配竖板以及设置在机架和装配竖板上的切割组件,所述装配竖板上靠近底部的位置处水平设置有第一滑槽,所述装配竖板的正面设置有与机架上背面接触的L型限位杆,所述L型限位杆的背面设置有活动插接在第一滑槽内的螺杆。本技术通过改变导套在导柱上的位置,在面对需要切割长度不同的型材时,调节导套的位置,让推板位于型材的中心位置,伸缩杆推动推板伸缩移动时,型材移动的稳定性更强,防止型材偏移,影响设备操作,实用性较强,解决了传统的冲压铝制型材分切机构通过指定位置的推板推动切割型材、会因型材受推力不均导致型材偏移的问题。
技术研发人员:管开州,高红,刘祖华
受保护的技术使用者:仙桃市诚宇汽车电器股份有限公司
技术研发日:20230424
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!