一种可更换冲压模具头的冲压模具的制作方法
本技术涉及冲压模具领域,特别是涉及一种可更换冲压模具头的冲压模具。
背景技术:
1、冲压是指利用压力机将模具对板料进行压力施加,从而得到所需形状零件的一种工艺,而冲压模具是用于冲压加工的配套模具。
2、冲压时,压力机通过推动冲压模具内上模板底部的模具头,使得模具头向下对料板挤压,配合下模板内的冲压孔,从而得到所需形状的零件。
3、当冲压次数过多后,模具头会出现一定的磨损或形变,造成冲压后的零件尺寸出现偏差,进而需要对模具头进行更换,而现有技术中的模具头一般通过螺栓与上模板进行固定,在长时间使用后,螺栓会出现松动,造成模具头与上模板有分离脱落的风险,进而需要做进一步改进和优化。
技术实现思路
1、本实用新型的目的在于提供一种可更换冲压模具头的冲压模具,以解决上述背景技术中提出的模具头一般通过螺栓与上模板进行固定,在长时间使用后,螺栓会出现松动,造成模具头与上模板有分离脱落的风险问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种可更换冲压模具头的冲压模具,包括:
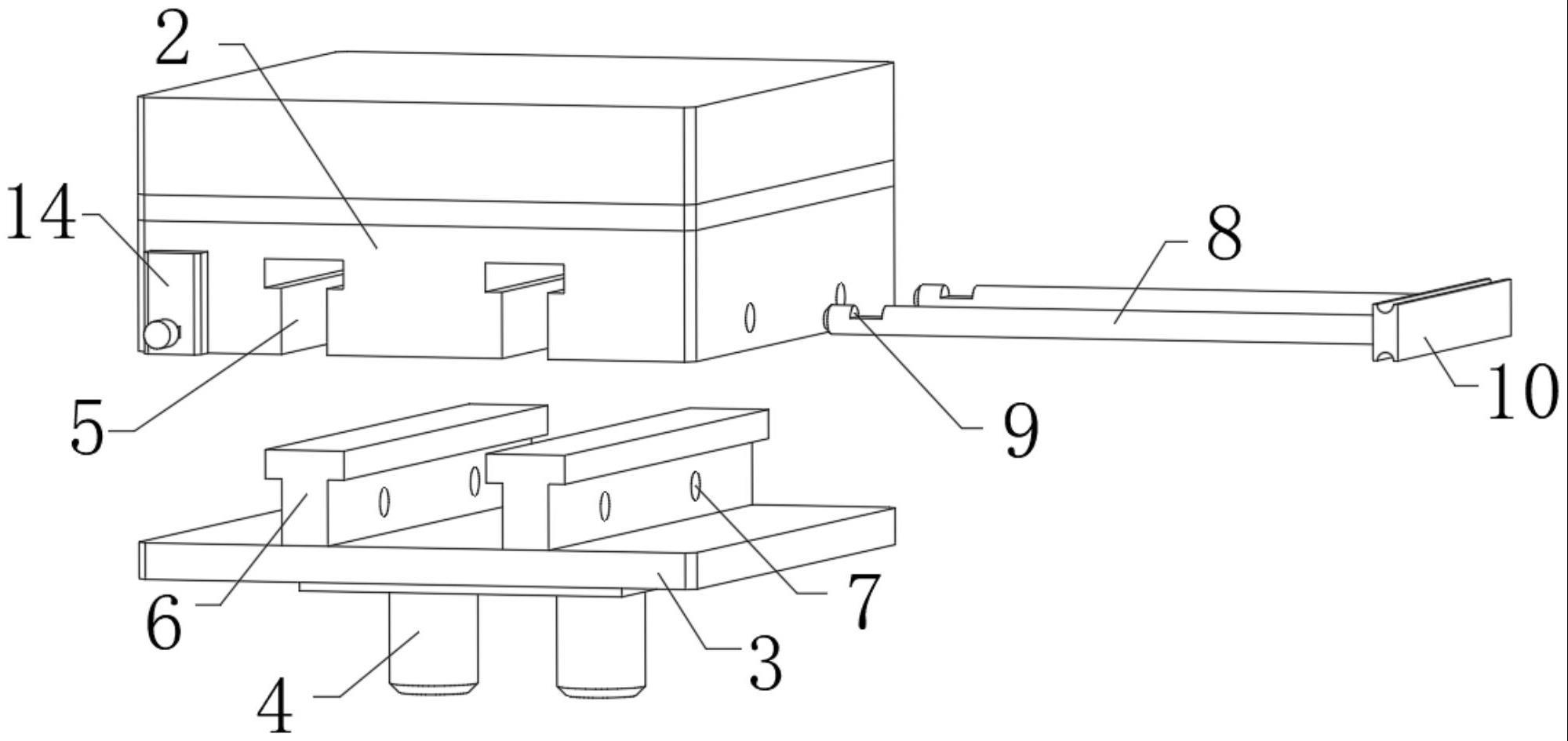
3、冲压模具本体,冲压模具本体底部设置有上模板,上模板底部设置有安装座,安装座底部固定连接有模具头;
4、预定槽,预定槽位于上模板内部,预定槽内部设置有预定板,预定板内部设置有定位孔,预定槽内部设置有定位杆,定位杆一侧有限位槽,定位杆另一侧设置有拉板;
5、挤压腔,挤压腔位于上模板一侧内部,挤压腔内部设置有限位板,限位板上端设置有弹簧,限位板外侧端设置有侧板,侧板内部设置有锁定板,锁定板外侧设置有提手,挤压腔外侧端设置有锁定槽,锁定槽内部设置有吸附块。
6、优选的,所述上模板内部设置有两组预定槽,预定槽均设置为截面为t形的横向槽,预定槽两端及底部均贯穿上模板。
7、优选的,所述预定槽内部均活动设置有预定板,预定板均设置为截面为t形的横向板状结构,预定板尺寸均与预定槽相适配,预定板竖板中间均设置有两组定位孔,定位孔设置为柱状槽孔,定位孔两端均贯穿预定板。
8、优选的,所述预定槽内部均对应定位孔设置有两组定位杆,定位杆尺寸均与定位孔相适配,定位杆一侧均贯穿定位孔并延伸至挤压腔内部,定位杆一侧端部均设置有环形斜面。
9、优选的,所述定位杆一侧上端均设置有限位槽,限位槽均设置为矩形槽,限位槽均与挤压腔对齐,限位槽上端均贯穿定位杆,定位杆另一侧均贯穿上模板并延伸至外侧,定位杆另一端均固定连接拉板,拉板位于上模板外侧,拉板均与预定板平行,拉板上下均设置有截面为半圆的辅助槽,辅助槽设置为横向条状槽。
10、优选的,所述挤压腔设置为横向矩形槽,挤压腔两端均贯穿上模板,限位板位于挤压腔底部,限位板尺寸均与限位槽相适配,限位板底部均位于限位槽内部,限位板两端均贯穿挤压腔并与上模板端面平齐。
11、优选的,所述限位板上端均等距固定有多组弹簧,弹簧上端均固定连接挤压腔侧壁,限位板两端均固定连接有侧板,侧板尺寸均大于挤压腔,侧板底部均活动设置有锁定板,锁定板设置为t形铁质块状结构,锁定板均位于限位板底部,锁定板内侧端均与侧板平齐,锁定板外侧端均贯穿侧板并延伸至外侧,锁定板外侧端均固定连接提手,提手中间均设置为截面为弧形的环形槽。
12、优选的,所述挤压腔两端均对应锁定板设置有锁定槽,锁定槽尺寸均与锁定板相适配,锁定槽位于锁定板上端,锁定槽与锁定板之间的间距大于限位槽的高度,锁定槽内部均固定安装有吸附块,吸附块设置为磁性块状结构。
13、与现有技术相比,本实用新型的有益效果是:
14、本实用新型通过提出的可更换冲压模具头的冲压模具内设置的定位杆配合定位孔,可以将预定板进行固定或取出,不再使用螺栓进行固定,避免长时间使用后螺栓会出现松动,造成模具头与上模板有分离脱落的风险,同时便于对模具头进行更换,且通过t形设置的预定槽配合预定板,可以便于对安装座进预定位,便于固定模具头,且通过设置的限位板配合限位槽,可以便于将定位杆进行限位,避免定位杆在冲压工作时出现移动,且通过设置的提手配合锁定板,可以便于带动侧板向上移动,使得限位板离开限位槽内,同时通过设置的锁定板配合锁定槽,可以便于将限位板进行定位,便于将定位杆取出或插入,便于进行模具头的更换,通过设置的吸附块,可以便于将锁定板进行吸附固定。
技术特征:
1.一种可更换冲压模具头的冲压模具,其特征在于,包括:
2.根据权利要求1所述的一种可更换冲压模具头的冲压模具,其特征在于:所述上模板内部设置有两组预定槽,预定槽均设置为截面为t形的横向槽,预定槽两端及底部均贯穿上模板。
3.根据权利要求1所述的一种可更换冲压模具头的冲压模具,其特征在于:所述预定槽内部均活动设置有预定板,预定板均设置为截面为t形的横向板状结构,预定板尺寸均与预定槽相适配,预定板竖板中间均设置有两组定位孔,定位孔设置为柱状槽孔,定位孔两端均贯穿预定板。
4.根据权利要求1所述的一种可更换冲压模具头的冲压模具,其特征在于:所述预定槽内部均对应定位孔设置有两组定位杆,定位杆尺寸均与定位孔相适配,定位杆一侧均贯穿定位孔并延伸至挤压腔内部,定位杆一侧端部均设置有环形斜面。
5.根据权利要求1所述的一种可更换冲压模具头的冲压模具,其特征在于:所述定位杆一侧上端均设置有限位槽,限位槽均设置为矩形槽,限位槽均与挤压腔对齐,限位槽上端均贯穿定位杆,定位杆另一侧均贯穿上模板并延伸至外侧,定位杆另一端均固定连接拉板,拉板位于上模板外侧,拉板均与预定板平行,拉板上下均设置有截面为半圆的辅助槽,辅助槽设置为横向条状槽。
6.根据权利要求1所述的一种可更换冲压模具头的冲压模具,其特征在于:所述挤压腔设置为横向矩形槽,挤压腔两端均贯穿上模板,限位板位于挤压腔底部,限位板尺寸均与限位槽相适配,限位板底部均位于限位槽内部,限位板两端均贯穿挤压腔并与上模板端面平齐。
7.根据权利要求1所述的一种可更换冲压模具头的冲压模具,其特征在于:所述限位板上端均等距固定有多组弹簧,弹簧上端均固定连接挤压腔侧壁,限位板两端均固定连接有侧板,侧板尺寸均大于挤压腔,侧板底部均活动设置有锁定板,锁定板设置为t形铁质块状结构,锁定板均位于限位板底部,锁定板内侧端均与侧板平齐,锁定板外侧端均贯穿侧板并延伸至外侧,锁定板外侧端均固定连接提手,提手中间均设置为截面为弧形的环形槽。
8.根据权利要求1所述的一种可更换冲压模具头的冲压模具,其特征在于:所述挤压腔两端均对应锁定板设置有锁定槽,锁定槽尺寸均与锁定板相适配,锁定槽位于锁定板上端,锁定槽与锁定板之间的间距大于限位槽的高度,锁定槽内部均固定安装有吸附块,吸附块设置为磁性块状结构。
技术总结
本技术涉及冲压模具技术领域,具体为一种可更换冲压模具头的冲压模具,包括:冲压模具本体,冲压模具本体底部设置有上模板,上模板底部设置有安装座,安装座底部固定连接有模具头:预定槽,预定槽位于上模板内部,预定槽内部设置有预定板,预定板内部设置有定位孔,预定槽内部设置有定位杆,定位杆一侧有限位槽,定位杆另一侧设置有拉板;挤压腔,挤压腔位于上模板一侧内部,有益效果为:本技术通过提出的可更换冲压模具头的冲压模具内设置的定位杆配合定位孔,可以将预定板进行固定或取出,不再使用螺栓进行固定,避免长时间使用后螺栓会出现松动,造成模具头与上模板有分离脱落的风险,同时便于对模具头进行更换。
技术研发人员:巫国兴
受保护的技术使用者:杭州昊希科技有限公司
技术研发日:20230424
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!