一种钢筋矫直机的制作方法
本技术涉及钢筋加工设备,尤其涉及一种钢筋矫直机。
背景技术:
1、钢筋在转运、存放等过程中都有可能发生弯曲变形,因此在使用之前需要进行矫直。钢筋卷使用之前也需要先初步拉直然后再进一步矫直。现有的钢筋矫直机一般都是滚轮压紧进给(即滚轮主动旋转,并通过摩擦力带动钢筋进给),同时通过滚轮的转动来间接测量出钢筋进给量的大小。这种方案需要电机及配套的减速机为滚轮提供驱动力,增加了设备成本,也加大了后期维护难度,并且随着计数滚轮的磨损,间接测量出的钢筋进给量数据也会受到影响。此外,当钢筋的直径发生变化需要调节两组滚轮之间的间隙时,现有的调节结构相对复杂,需要单独调节各个滚轮,操作比较繁琐,影响了生产效率。
技术实现思路
1、本实用新型要解决的技术问题是克服现有技术的不足,提供一种结构简单,成本低,测量准确性高的钢筋矫直机。
2、为解决上述技术问题,本实用新型采用以下技术方案:
3、一种钢筋矫直机,包括机架和设于机架上的矫直轮机构,所述机架上还设有导轨,所述导轨上设有夹持机构,所述机架上设有用于驱动所述夹持机构沿所述导轨往复移动的驱动件,所述夹持机构配设有第一位置检测部件和第二位置检测部件。
4、作为上述技术方案的进一步改进:所述第一位置检测部件为位置传感器或行程开关,所述第二位置检测部件为位置传感器或行程开关。
5、作为上述技术方案的进一步改进:所述第一位置检测部件和所述第二位置检测部件的安装位置可调。
6、作为上述技术方案的进一步改进:所述矫直轮机构设有至少两组并沿所述导轨的长度方向布置,相邻两组所述矫直轮机构之间的夹角为α,则0°<α≤90°。
7、作为上述技术方案的进一步改进:所述机架、所述矫直轮机构和/或所述夹持机构上设有导向组件。
8、作为上述技术方案的进一步改进:所述导向组件包括导向座,所述导向座上设有导向管或导向孔。
9、所述矫直轮机构包括第一滚轮组件和第二滚轮组件,所述第一滚轮组件设于第一安装座上,所述第二滚轮组件设于第二安装座上,所述第一安装座与所述第二安装座可拆卸连接且连接位置可调。
10、作为上述技术方案的进一步改进:所述第一安装座上设有第一腰圆孔,所述第二安装座上设有第二腰圆孔,螺纹紧固件穿过所述第一腰圆孔和所述第二腰圆孔以将所述第一安装座与所述第二安装座固定连接。
11、作为上述技术方案的进一步改进:所述第一安装座上设有限位件,所述限位件位于所述第二滚轮组件远离所述第一滚轮组件的一侧并与所述第二安装座抵接。
12、作为上述技术方案的进一步改进:所述限位件为限位螺栓,所述限位螺栓上设有防松螺母。
13、作为上述技术方案的进一步改进:所述第一安装座两端均设有所述限位件。
14、作为上述技术方案的进一步改进:所述第一安装座为工字形结构且下翼板上设有角钢,所述第一滚轮组件设于所述角钢上,所述第二安装座与所述第一安装座的腹板连接,所述限位件设于所述第一安装座的上翼板上。
15、与现有技术相比,本实用新型的优点在于:本实用新型公开的钢筋矫直机,在机架上设有导轨和驱动件,利用驱动件驱动导轨上的夹持机构往复移动,夹持机构可以夹持待矫直的钢筋进给,钢筋进给过程中矫直轮机构对钢筋进行矫直,然后夹持机构放开钢筋并退回至初始位置,如此循环完成钢筋的矫直,矫直轮机构无需设置旋转驱动件,结构更简单,成本更低,同时可以通过第一位置检测部件和第二位置检测部件分别来控制夹持机构的初始位置和最终位置,进而控制夹持机构的移动距离来确定钢筋的进给量,实现定距牵引,不会受到矫直轮机构磨损的影响,钢筋的进给量测量更准确。
技术特征:
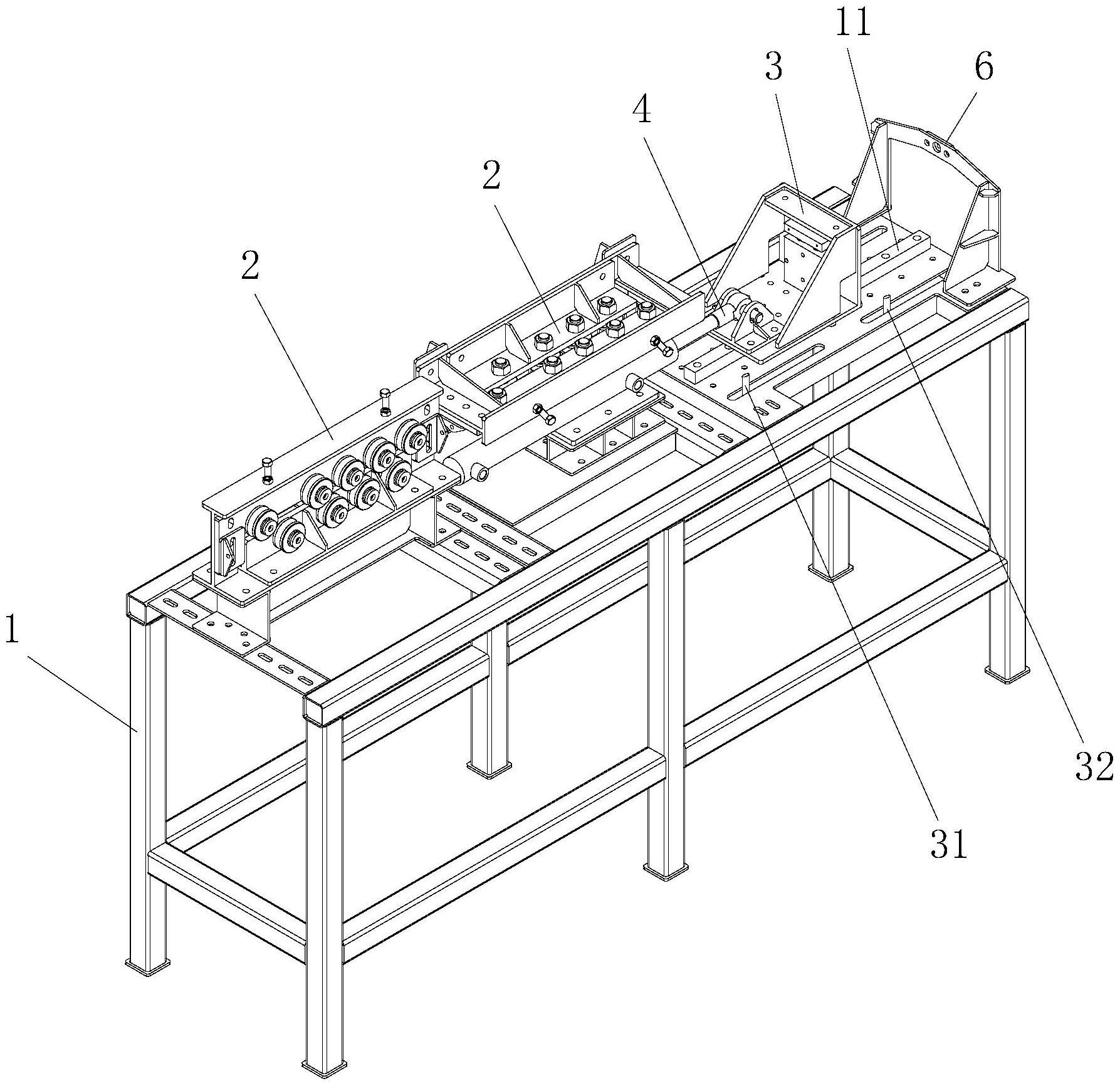
1.一种钢筋矫直机,包括机架(1)和设于机架(1)上的矫直轮机构(2),其特征在于:所述机架(1)上还设有导轨(11),所述导轨(11)上设有夹持机构(3),所述机架(1)上设有用于驱动所述夹持机构(3)沿所述导轨(11)往复移动的驱动件(4),所述夹持机构(3)配设有第一位置检测部件(31)和第二位置检测部件(32)。
2.根据权利要求1所述的钢筋矫直机,其特征在于:所述第一位置检测部件(31)为位置传感器或行程开关,所述第二位置检测部件(32)为位置传感器或行程开关。
3.根据权利要求1所述的钢筋矫直机,其特征在于:所述第一位置检测部件(31)和所述第二位置检测部件(32)的安装位置可调。
4.根据权利要求1所述的钢筋矫直机,其特征在于:所述矫直轮机构(2)设有至少两组并沿所述导轨(11)的长度方向布置,相邻两组所述矫直轮机构(2)之间的夹角为α,则0°<α≤90°。
5.根据权利要求1所述的钢筋矫直机,其特征在于:所述机架(1)、所述矫直轮机构(2)和/或所述夹持机构(3)上设有导向组件(6)。
6.根据权利要求5所述的钢筋矫直机,其特征在于:所述导向组件(6)包括导向座(61),所述导向座(61)上设有导向管(62)或导向孔(63)。
7.根据权利要求1至6中任一项所述的钢筋矫直机,其特征在于:所述矫直轮机构(2)包括第一滚轮组件(21)和第二滚轮组件(22),所述第一滚轮组件(21)设于第一安装座(23)上,所述第二滚轮组件(22)设于第二安装座(24)上,所述第一安装座(23)与所述第二安装座(24)可拆卸连接且连接位置可调。
8.根据权利要求7所述的钢筋矫直机,其特征在于:所述第一安装座(23)上设有第一腰圆孔(231),所述第二安装座(24)上设有第二腰圆孔(241),螺纹紧固件穿过所述第一腰圆孔(231)和所述第二腰圆孔(241)以将所述第一安装座(23)与所述第二安装座(24)固定连接。
9.根据权利要求7所述的钢筋矫直机,其特征在于:所述第一安装座(23)两端设有限位件(25),所述限位件(25)位于所述第二滚轮组件(22)远离所述第一滚轮组件(21)的一侧并与所述第二安装座(24)抵接。
10.根据权利要求9所述的钢筋矫直机,其特征在于:所述限位件(25)为限位螺栓,所述限位螺栓上设有防松螺母(251)。
技术总结
本技术公开了一种钢筋矫直机,包括机架和设于机架上的矫直轮机构,所述机架上还设有导轨,所述导轨上设有夹持机构,所述机架上设有用于驱动所述夹持机构沿所述导轨往复移动的驱动件。本技术利用驱动件驱动导轨上的夹持机构往复移动,夹持机构可以夹持待矫直的钢筋进给,钢筋进给过程中矫直轮机构对钢筋进行矫直,然后夹持机构放开钢筋并退回至初始位置,如此循环完成钢筋的矫直,矫直轮机构无需设置旋转驱动件,结构更简单,成本更低,同时可以通过夹持机构的移动距离来确定钢筋的进给量,不会受到矫直轮机构磨损的影响,钢筋的进给量测量更准确。
技术研发人员:李松林,向其兴,刘博,张茎培
受保护的技术使用者:湖南五新模板有限公司
技术研发日:20230424
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!