一种侧推冲压成型模具的制作方法
本技术属于笔记本零部件加工,具体涉及一种侧推冲压成型模具。
背景技术:
1、笔记本电脑显示器与底座之间通过转轴转动连接,未设置显示屏的此面外壳工件为a件产品。a件这样的工件需要四周均冲压成型出侧墙,其中一侧侧墙因需要连接转轴,因此会加工出一段侧墙高于其余侧墙,并将用于连接转轴的此段侧墙称为“高侧墙”。以往的成型模具,加工工件时,均通过结构相同的侧推块来进行压料以加工出工件侧墙,但是这样的模具在成型高侧墙时,合模过程中,因推块还需移动一段距离才能到位进行压料,那么便会导致高侧墙中部在推块到位前,无压料机构施加压力,所成型的产品会出现平整度不佳的情况,且产品成型不稳定,影响加工精度。
技术实现思路
1、针对现有技术存在的因高侧墙高度更高,传统侧推冲压成型模具,在侧推块到位前,工件侧墙会出现一端时间无压料机构进行压料,从而导致工件平整度不佳的技术问题,本实用新型提供一种侧推冲压成型模具。
2、为了实现上述目的,本实用新型采用如下技术方案:
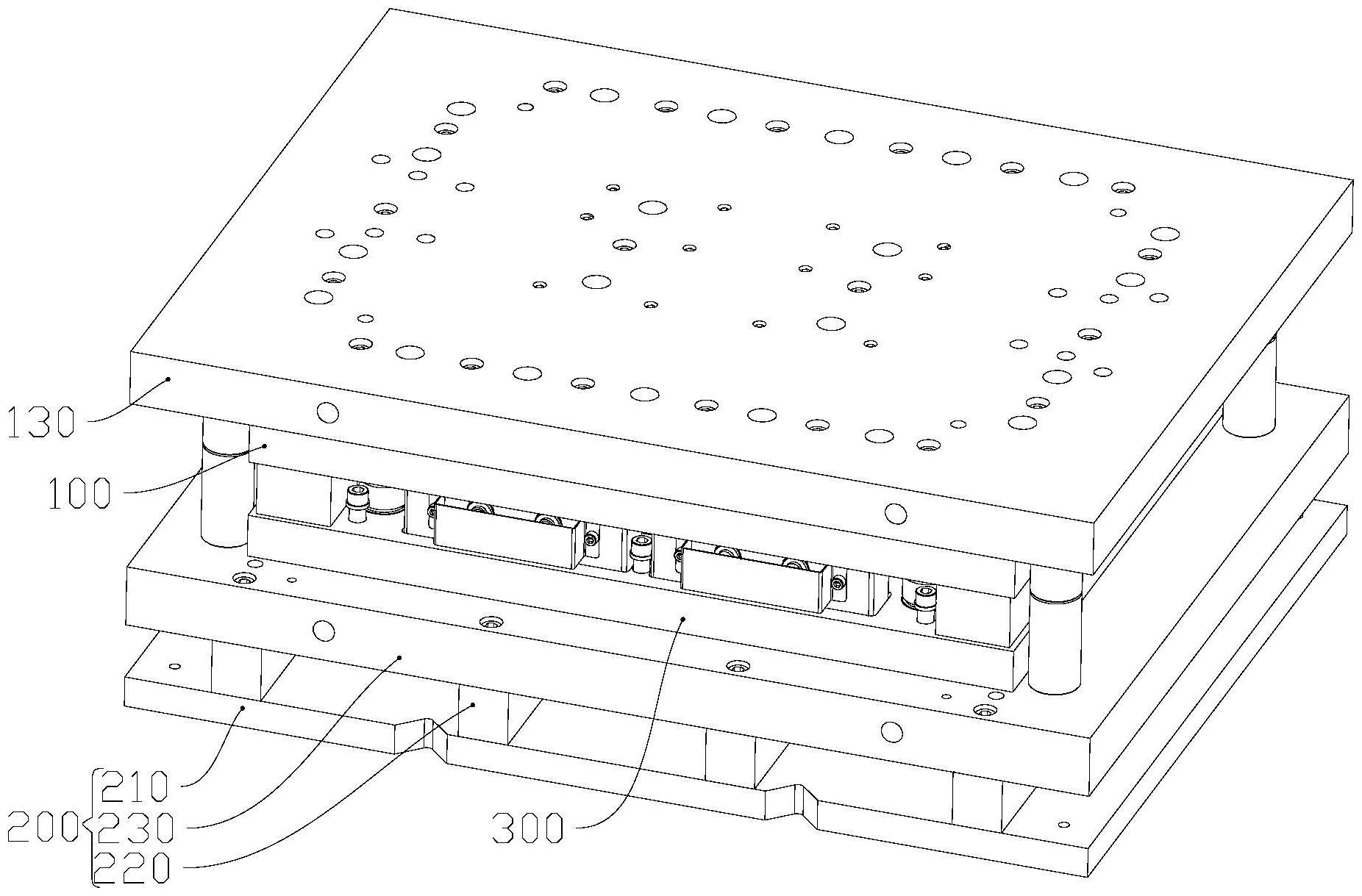
3、一种侧推冲压成型模具,包括下模以及设于所述下模上方的上模;
4、所述下模包括下模组件、设于所述下模组件上端的下脱料板、设于所述下脱料板上以用于承载工件的固件台、设于所述固件台一侧并可朝远离或者靠近所述固件台方向移动的推块机构、设于所述推块机构上端并分布于所述固件台四周的多个定位件以及多个靠块,所述推块机构包括多个第一推块以及至少一个第二推块,多个所述第一推块以及所述第二推块分别一一对应分布于所述固件台四周,所述第二推块包括具有一下成型部的下推块以及设于所述下推块上方并具有一上成型部的上推块,所述上成型部与所述下成型部可拼合成与工件侧墙相适配的主成型部,多个所述靠块一一对应地分布于所述第一推块或者第二推块的一侧;
5、所述上模包括与所述固件台配合以用于固定工件的上脱料板以及设于所述上脱料板下端的多个上模插刀,当所述上模插刀入模时,所述上模插刀一一对应插入所述靠块与所述第一推块或者第二推块之间的间隙中,并驱动所述第一推块朝靠近所述固件台方向移动,当所述上模插刀逐渐深入会先驱动所述上推块后驱动所述下推块先后朝靠近所述固件台方向移动。
6、进一步的,所述下模组件包括从下至上依次设置的下托板、下垫脚和下模座,所述下模座顶端通过多根弹簧与所述下脱料板连接。
7、进一步的,所述固件台包括与所述下脱料板连接的固平台以及设于所述固平台一侧并可朝向靠近或者远离所述固平台方向移动的动平台,所述固平台一侧开设有至少三个竖向贯穿所述固平台的容置缺口,所述容置缺口的开口端朝向所述动平台,所述动平台与所述下推块之间通过多根弹簧连接。
8、进一步的,所述下模还包括至少三个一端与所述下模座连接,而另一端可穿越所述容置缺口的下模插刀,所述下模插刀外壁设有一第一倾斜挤压部,所述动平台外壁设有与所述第一倾斜挤压部相适配的第二倾斜挤压部,当合模时所述下脱料板可被所述上模驱动下行,使所述第一倾斜挤压部与所述第二倾斜挤压部接触并驱动所述动平台朝向远离所述固平台方向移动。
9、进一步的,所述固平台至少设有三个竖向贯穿所述固平台的安装腔,并在所述安装腔内一一装配有可穿越所述安装腔的顶料块,所述顶料块通过弹簧与所述下模座连接,当合模时所述下脱料板可被所述上模驱动下行,与所述顶料块连接的弹簧被压缩,当分模后,被压缩的弹簧带动所述顶料块回位可顶起工件。
10、进一步的,所述第一推块通过等高套筒与所述靠块连接,所述靠块设有用于套装所述等高套筒的套装腔,并在所述套装腔内设有用于将所述等高套筒套装在内的回位弹簧。
11、进一步的,所述上推块通过连接机构与所述下推块连接,所述连接机构包括竖向贯穿所述上推块的连接通道、一端穿越所述连接通道并与所述下推块连接的连接块以及连接于所述连接块与所述连接通道内壁之间的弹簧。
12、进一步的,所述下推块以及多个所述第一推块下端均开设有滑槽,并在所述滑槽内装配有与所述下脱料板连接的导向滑轨。
13、进一步的,所述定位件包括与所述下脱料板连接的支杆以及设于所述支杆顶端的l型定位块,所述定位块一端与所述支杆固接,而另一端均朝向所述固件台。
14、进一步的,所述上模还包括设于所述上脱料板上端的上夹板,以及设于所述上夹板上端的上模座,所述上夹板与所述上脱料板之间设有多根弹簧,所述上脱料板下端面设有多个顶针。
15、综上所述,本实用新型的有益效果是:其一,专为a件产品而设计,加工高侧墙时,利用上模插刀先后驱动上推块和下推块到位,先用上成型部接触侧墙压料,后下成型部到位接触高侧墙进行压料,直至上成型部和下成型部到位后拼合成一个与高侧墙外形适配的主成型部,上模插刀不需要完全到位之前,便能够有侧推的压料机构(上推块)进行接触压料,后直至下推块这样的压料机构完全到位。在上模入模过程中,便有上推块和下推块先后到位对工件高侧墙进行压料,有助于提升高侧墙平整度,并提升加工精度。解决以往合模时,上模插刀未完全到位前,高侧墙会有一段时间无压料机构进行压料,从而影响成型产品的平整度的问题。其二,上脱料板下行压住产品,同时上脱料板顶下脱料板下行,动平台与下模插刀的接触位置改变,下模插刀可驱动动平台朝向远离固平台方向移动,在工件内部抵住工件进行固定,而分模则动平台回位。其三,为了便于取下加工成型成品,上模中是顶针与工件接触,能够避免粘黏,而下模中设计有顶料块,分模后顶起工件,便于取下加工工件。
技术特征:
1.一种侧推冲压成型模具,其特征在于:包括下模以及设于所述下模上方的上模;
2.根据权利要求1所述的一种侧推冲压成型模具,其特征在于:所述下模组件包括从下至上依次设置的下托板、下垫脚和下模座,所述下模座顶端通过多根弹簧与所述下脱料板连接。
3.根据权利要求2所述的一种侧推冲压成型模具,其特征在于:所述固件台包括与所述下脱料板连接的固平台以及设于所述固平台一侧并可朝向靠近或者远离所述固平台方向移动的动平台,所述固平台一侧开设有至少三个竖向贯穿所述固平台的容置缺口,所述容置缺口的开口端朝向所述动平台,所述动平台与所述下推块之间通过多根弹簧连接。
4.根据权利要求3所述的一种侧推冲压成型模具,其特征在于:所述下模还包括至少三个一端与所述下模座连接,而另一端可穿越所述容置缺口的下模插刀,所述下模插刀外壁设有一第一倾斜挤压部,所述动平台外壁设有与所述第一倾斜挤压部相适配的第二倾斜挤压部,当合模时所述下脱料板可被所述上模驱动下行,使所述第一倾斜挤压部与所述第二倾斜挤压部接触并驱动所述动平台朝向远离所述固平台方向移动。
5.根据权利要求3所述的一种侧推冲压成型模具,其特征在于:所述固平台至少设有三个竖向贯穿所述固平台的安装腔,并在所述安装腔内一一装配有可穿越所述安装腔的顶料块,所述顶料块通过弹簧与所述下模座连接,当合模时所述下脱料板可被所述上模驱动下行,与所述顶料块连接的弹簧被压缩,当分模后,被压缩的弹簧带动所述顶料块回位可顶起工件。
6.根据权利要求3所述的一种侧推冲压成型模具,其特征在于:所述第一推块通过等高套筒与所述靠块连接,所述靠块设有用于套装所述等高套筒的套装腔,并在所述套装腔内设有用于将所述等高套筒套装在内的回位弹簧。
7.根据权利要求6所述的一种侧推冲压成型模具,其特征在于:所述上推块通过连接机构与所述下推块连接,所述连接机构包括竖向贯穿所述上推块的连接通道、一端穿越所述连接通道并与所述下推块连接的连接块以及连接于所述连接块与所述连接通道内壁之间的弹簧。
8.根据权利要求7所述的一种侧推冲压成型模具,其特征在于:所述下推块以及多个所述第一推块下端均开设有滑槽,并在所述滑槽内装配有与所述下脱料板连接的导向滑轨。
9.根据权利要求1-8中任意一项所述的一种侧推冲压成型模具,其特征在于:所述定位件包括与所述下脱料板连接的支杆以及设于所述支杆顶端的l型定位块,所述定位块一端与所述支杆固接,而另一端均朝向所述固件台。
10.根据权利要求9所述的一种侧推冲压成型模具,其特征在于:所述上模还包括设于所述上脱料板上端的上夹板,以及设于所述上夹板上端的上模座,所述上夹板与所述上脱料板之间设有多根弹簧,所述上脱料板下端面设有多个顶针。
技术总结
本技术公开了一种侧推冲压成型模具,包括下模和上模;下模包括下模组件、下脱料板、固件台、设于固件台一侧并可往返移动的推块机构、设于推块机构上端的多个定位件以及多个靠块,推块机构包括第一推块和第二推块,多个第一推块以及第二推块分别一一对应分布于固件台四周,第二推块包括具有一下成型部的下推块以及设于下推块上并具有一上成型部的上推块,上成型部与下成型部可拼合成与工件侧墙相适配的主成型部,上模包括上脱料板以及设于上脱料板下端的多个上模插刀,当上模插刀入模时驱动第一推块朝靠近固件台方向移动,且还会驱动上推块和下推块先后朝靠近固件台方向移动,上模插刀到位前便有机构压料,产品平整度更佳,提升加工精度。
技术研发人员:宋强,李明,何顺凯
受保护的技术使用者:重庆东矩金属制品有限公司
技术研发日:20230425
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!