一种地铁外端盖铣工序工装夹具的制作方法
本技术涉及一种机加工夹具,具体涉及一种地铁外端盖铣工序工装夹具。
背景技术:
1、地铁转向架轮对组成是影响列车安全运行的关键部件,作为地铁转向架轮对组部件之一的外端盖1(安装在轮轴上且与车轮外端面连接),结构如图1、图2、图3所示,包括装配端面1.1、外端面1.2及中心孔1.3,在铸造成型后需要经过钻孔、铣装配端面1.1及外端面1.2等机加工。现有技术中,一般采用侧壁压紧装夹的方式实现铣加工,但是因外端盖有一定的深度,在实际机加工中,尤其是加工其装配端面时,很难保证其装夹时的稳定性,而这会影响加工精度。
技术实现思路
1、针对上述现有技术存在的不足,本实用新型的目的是提供一种结构设计合理的地铁外端盖铣工序工装夹具。
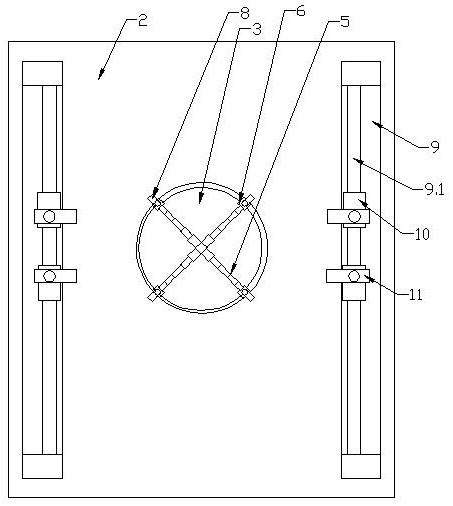
2、为实现上述目的,本实用新型采用的技术方案是:一种地铁外端盖铣工序工装夹具,包括通过支腿支撑在地面上的水平底座,其特征在于,在水平底座中心开有贯穿其上、下部的圆孔,在圆孔内穿过有安装圆盘,安装圆盘底部固定连接有升降机构,在安装圆盘顶部连接有对外端盖中心孔壁进行装夹的内部装夹组件;在水平底座顶部且位于安装圆盘的两侧分别连接有一龙门架,在每个龙门架上安装有两个用于对外端盖侧壁进行装夹的外部装夹组件。
3、优选地,上述内部装夹组件包括四个多级伸缩缸、四块中心孔侧壁压紧块、四个升降缸、四块中心孔顶部压紧块,其中四个多级伸缩缸以安装圆盘中心为圆心均匀分布且固定连接在安装圆盘上,在每个多级伸缩缸的最小伸缩杆自由端端部固定连接有一块中心孔侧壁压紧块,每块中心孔侧壁压紧块的外端面为与外端盖中心孔内壁相匹配的弧面,在每块中心孔侧壁压紧块的顶部固定连接有一个升降缸,升降缸的伸缩杆竖直朝上伸展且在伸缩杆端部固定连接有一块中心孔顶部压紧块。通过内部装夹组件的四块中心孔侧壁压紧块压紧外端盖的中心孔内壁,通过四块中心孔顶部压紧块压紧外端盖中心孔顶壁或底壁,从而起到主要的装夹作用。
4、本实用新型的外部装夹组件同现有的装夹组件一样,一般包括滑块、压块及锁紧螺杆、锁紧螺母,其中滑块与开设在对应龙门架顶部的滑槽滑动配合,并在滑块需要固定的时候,按常规方式通过螺栓将滑块固定于滑槽相适应的位置上,锁紧螺杆固定连接在滑块的顶部,压块套设在锁紧螺杆上且通过锁紧螺母与锁紧螺杆进行螺纹配合而使压块锁紧在锁紧螺杆上。
5、本实用新型的龙门架可以采用可拆卸的方式连接在水平底座上,如按常规方式通过螺栓将龙门架连接在水平底座上,用以调整龙门架在水平底座的左、右方向上的位置。当然也可根据所加工的地铁外端盖同一型号的尺寸固定好龙门架的位置。
6、与现有技术相比,本实用新型具备的有益效果:
7、本实用新型通过升降机构带动安装圆盘上的对外端盖中心孔壁进行装夹的内部装夹组件,到达所加工的端面(外端面或是装配端面)所处高度位置处,实现对外端盖中心孔处的装夹,能够有效提高装夹的稳定性,再辅以外部装夹组件,进一步提高了装夹的稳定性。
技术特征:
1.一种地铁外端盖铣工序工装夹具,包括通过支腿支撑在地面上的水平底座,其特征在于,在水平底座中心开有贯穿其上、下部的圆孔,在圆孔内穿过有安装圆盘,安装圆盘底部固定连接有升降机构,在安装圆盘顶部连接有对外端盖中心孔壁进行装夹的内部装夹组件;在水平底座顶部且位于安装圆盘的两侧分别连接有一龙门架,在每个龙门架上安装有两个用于对外端盖侧壁进行装夹的外部装夹组件。
2.根据权利要求1所述的地铁外端盖铣工序工装夹具,其特征在于,上述内部装夹组件包括四个多级伸缩缸、四块中心孔侧壁压紧块、四个升降缸、四块中心孔顶部压紧块,其中四个多级伸缩缸以安装圆盘中心为圆心均匀分布且固定连接在安装圆盘上,在每个多级伸缩缸的最小伸缩杆自由端端部固定连接有一块中心孔侧壁压紧块,每块中心孔侧壁压紧块的外端面为与外端盖中心孔内壁相匹配的弧面,在每块中心孔侧壁压紧块的顶部固定连接有一个升降缸,升降缸的伸缩杆竖直朝上伸展且在伸缩杆端部固定连接有一块中心孔顶部压紧块。
技术总结
本技术涉及夹具技术领域,具体公开了一种地铁外端盖铣工序工装夹具,包括通过支腿支撑在地面上的水平底座,在水平底座中心开有圆孔,在圆孔内穿过有安装圆盘,安装圆盘底部固定连接有升降机构,在安装圆盘顶部连接有对外端盖中心孔壁进行装夹的内部装夹组件;在水平底座顶部且位于安装圆盘的两侧分别连接有一龙门架,在每个龙门架上安装有两个用于对外端盖侧壁进行装夹的外部装夹组件。本技术通过升降机构带动安装圆盘上的对外端盖中心孔壁进行装夹的内部装夹组件,到达所加工的端面(外端面或是装配端面)所处高度位置处,实现对外端盖中心孔处的装夹,能够有效提高装夹的稳定性。
技术研发人员:金君辉,刘灿,李永顺
受保护的技术使用者:安乡通顺铸造有限公司
技术研发日:20230426
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!