一种不锈钢管件自动焊接设备的制作方法
本技术涉及不锈钢管件焊接,具体为一种不锈钢管件自动焊接设备。
背景技术:
1、不锈钢管件属于管件的一种,它是由不锈钢的材质制成所以叫不锈钢管件,具有便于安装,性能高,耐用等特点,在各种管路建设与安装中有广泛的应用;
2、目前在对不锈钢管件进行焊接时,需要人工对其手动进行焊接,在焊接过程中,需要一边对管道进行手动转动一边焊接,不仅耗费人力,并且影响焊接效率,同时手动对焊接的管件进行转动容易因接触焊接部位而被烫伤,因此,需要设计一种不锈钢管件自动焊接设备来解决以上问题。
技术实现思路
1、本实用新型的目的在于提供一种不锈钢管件自动焊接设备,以解决上述背景技术提出的问题。
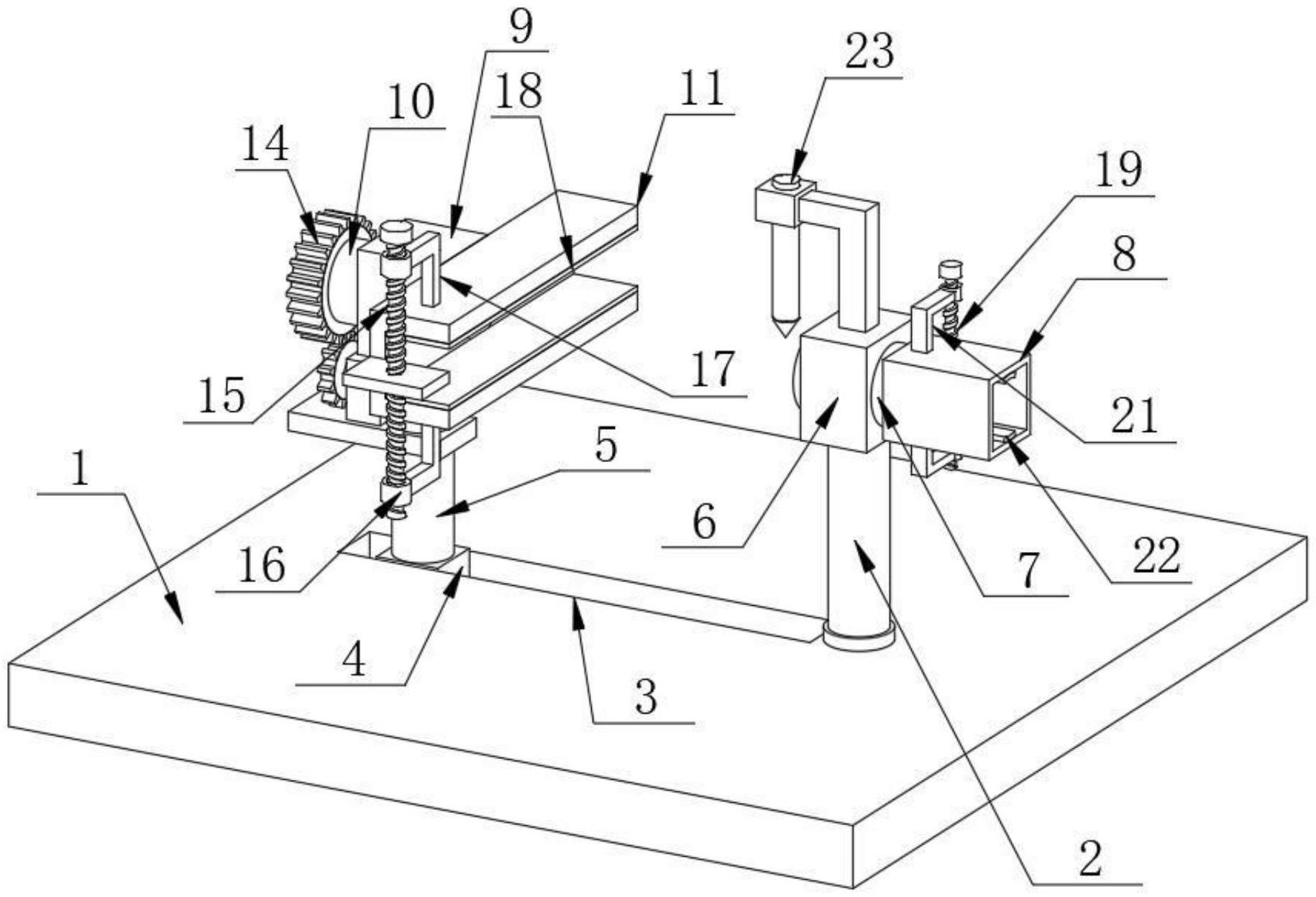
2、为实现上述目的,本实用新型提供如下技术方案:一种不锈钢管件自动焊接设备,包括底座,所述底座顶部的右侧固定安装有第一支撑柱,所述底座顶部的左侧开设有滑槽,所述滑槽的内部滑动连接有滑块,所述滑块的顶部固定安装有第二支撑柱,所述第一支撑柱的顶部设置有第一转动机构,所述第二支撑柱的顶部设置有第二转动机构,所述第二支撑柱的表面设置有驱动机构;
3、所述第一转动机构包括固定于第一支撑柱顶端的第一安装框,所述第一安装框的一侧通过开设开口转动连接有第一转动环,所述第一转动环的右侧焊接有方形框,所述方形框的后部设置有第一夹持机构;
4、所述第二转动机构包括固定于第二支撑柱顶端的第二安装框,所述第二安装框的一侧通过开设开口转动连接有第二转动环,所述第二转动环的右侧焊接有u型框,所述u型框的前部设置有第二夹持机构。
5、优选的,所述驱动机构包括电机,所述电机通过支撑板焊接于第二支撑柱的表面,所述电机的输出轴通过联轴器固定安装有第一齿轮,所述第二转动环的表面焊接有与第一齿轮相配合使用的第二齿轮。
6、优选的,所述第一夹持机构包括第二双向螺纹杆,所述第二双向螺纹杆通过支架转动连接于方形框的后部,所述第二双向螺纹杆表面的上方与下方均螺纹连接有第二螺纹套,所述第二螺纹套的表面焊接有第二l型杆,所述第二l型杆的一端贯穿方形框并延伸至方形框的内部,所述第二l型杆延伸至方形框内部的一端固定安装有弧形夹板。
7、优选的,所述第二夹持机构包括第一双向螺纹杆,所述第一双向螺纹杆通过支架转动连接于u型框的表面,所述第一双向螺纹杆表面的上方与下方均螺纹连接有第一螺纹套,所述第一螺纹套的后部焊接有第一l型杆,所述第一l型杆的一端贯穿u型框并延伸至u型框的内侧,所述第一l型杆延伸至u型框内侧的一端固定安装有夹板。
8、优选的,所述第一安装框的顶部通过支架固定安装有焊接头。
9、优选的,所述u型框的顶部与底部均开设有第一l型杆相配合使用的活动口。
10、优选的,所述方形框的顶部与底部均开设有与第二l型杆相配合使用的活动口。
11、优选的,所述弧形夹板的一端延伸至第一转动环的内部。
12、与现有技术相比,本实用新型的有益效果是:
13、1.该不锈钢管件自动焊接设备,通过将需要焊接的两个管件分别插入第一转动环与第二转动环的内侧,然后通过第一夹持机构与第二夹持机构对两个管件进行夹持,然后将第二支撑柱向右推动使两个管件的焊接处贴紧,最后启动焊接头与电机,焊接头启动第管道的对接处进行焊接,电机启动带动u型框转动,u型框转动带动两个管件进行转动,此时达到对两个管件进行自动焊接的效果,并且通过设置u型框可将管件横向放置在u型框的内侧,从而达到焊接t型管件的效果,提高了焊接效率,并且节省了人力。
14、2.该不锈钢管件自动焊接设备,通过设置第一夹持机构与第二夹持机构,然后对第二双向螺纹杆与第一双向螺纹杆进行转动,第二双向螺纹杆转动带动两个弧形夹板移动,第一双向螺纹杆转动带动两个夹板移动,从而达到对不同尺寸的管件进行夹持的效果。
技术特征:
1.一种不锈钢管件自动焊接设备,包括底座(1),其特征在于:所述底座(1)顶部的右侧固定安装有第一支撑柱(2),所述底座(1)顶部的左侧开设有滑槽(3),所述滑槽(3)的内部滑动连接有滑块(4),所述滑块(4)的顶部固定安装有第二支撑柱(5),所述第一支撑柱(2)的顶部设置有第一转动机构,所述第二支撑柱(5)的顶部设置有第二转动机构,所述第二支撑柱(5)的表面设置有驱动机构;
2.根据权利要求1所述的一种不锈钢管件自动焊接设备,其特征在于:所述驱动机构包括电机(12),所述电机(12)通过支撑板焊接于第二支撑柱(5)的表面,所述电机(12)的输出轴通过联轴器固定安装有第一齿轮(13),所述第二转动环(10)的表面焊接有与第一齿轮(13)相配合使用的第二齿轮(14)。
3.根据权利要求1所述的一种不锈钢管件自动焊接设备,其特征在于:所述第一夹持机构包括第二双向螺纹杆(19),所述第二双向螺纹杆(19)通过支架转动连接于方形框(8)的后部,所述第二双向螺纹杆(19)表面的上方与下方均螺纹连接有第二螺纹套(20),所述第二螺纹套(20)的表面焊接有第二l型杆(21),所述第二l型杆(21)的一端贯穿方形框(8)并延伸至方形框(8)的内部,所述第二l型杆(21)延伸至方形框(8)内部的一端固定安装有弧形夹板(22)。
4.根据权利要求1所述的一种不锈钢管件自动焊接设备,其特征在于:所述第二夹持机构包括第一双向螺纹杆(15),所述第一双向螺纹杆(15)通过支架转动连接于u型框(11)的表面,所述第一双向螺纹杆(15)表面的上方与下方均螺纹连接有第一螺纹套(16),所述第一螺纹套(16)的后部焊接有第一l型杆(17),所述第一l型杆(17)的一端贯穿u型框(11)并延伸至u型框(11)的内侧,所述第一l型杆(17)延伸至u型框(11)内侧的一端固定安装有夹板(18)。
5.根据权利要求1所述的一种不锈钢管件自动焊接设备,其特征在于:所述第一安装框(6)的顶部通过支架固定安装有焊接头(23)。
6.根据权利要求4所述的一种不锈钢管件自动焊接设备,其特征在于:所述u型框(11)的顶部与底部均开设有第一l型杆(17)相配合使用的活动口。
7.根据权利要求3所述的一种不锈钢管件自动焊接设备,其特征在于:所述方形框(8)的顶部与底部均开设有与第二l型杆(21)相配合使用的活动口。
8.根据权利要求3所述的一种不锈钢管件自动焊接设备,其特征在于:所述弧形夹板(22)的一端延伸至第一转动环(7)的内部。
技术总结
本技术公开一种不锈钢管件自动焊接设备,包括底座,所述底座顶部的右侧固定安装有第一支撑柱,所述底座顶部的左侧开设有滑槽,本技术通过将需要焊接的两个管件分别插入第一转动环与第二转动环的内侧,然后通过第一夹持机构与第二夹持机构对两个管件进行夹持,然后将第二支撑柱向右推动使两个管件的焊接处贴紧,最后启动焊接头与电机,焊接头启动第管道的对接处进行焊接,电机启动带动U型框转动,U型框转动带动两个管件进行转动,此时达到对两个管件进行自动焊接的效果,并且通过设置U型框可将管件横向放置在U型框的内侧,从而达到焊接T型管件的效果,提高了焊接效率,并且节省了人力。
技术研发人员:高远,郑建栋,王建廷
受保护的技术使用者:宁波恒之信焊接技术服务有限公司
技术研发日:20230424
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!