一种铝型材切割送料装置的制作方法
本申请涉及铝型材加工设备,例如涉一种铝型材切割送料装置。
背景技术:
1、目前,热挤压成型机将铝型材挤压成型后输出,需要根据需求对铝型材进行切割。相关技术(公开号:cn215698373u)中公开了一种直线圆柱导轨铝托的切割装置,包括切割台和设置于切割台台面的切割机。切割台的侧边设置有用于将铝托送至切割台台面的送料机构。送料机构包括设置于切割台侧边的送料台,送料台的顶面开设有与铝托滑动配合的送料槽,送料台的顶面设置有用于推动铝托沿着送料槽滑入切割台台面的推料机构。
2、在实现本公开实施例的过程中,发现相关技术中至少存在如下问题:
3、当切割机将物料切割完成后,需工作人员取走切割下的物料,才可再次对物料进行切割。导致无法物料无法连续的进行切割,影响了物料的切割效率。
4、需要说明的是,在上述背景技术部分公开的信息仅用于加强对本申请的背景的理解,因此可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现思路
1、为了对披露的实施例的一些方面有基本的理解,下面给出了简单的概括。所述概括不是泛泛评述,也不是要确定关键/重要组成元素或描绘这些实施例的保护范围,而是作为后面的详细说明的序言。
2、本公开实施例提供一种铝型材切割送料装置,以提高物料的切割效率。
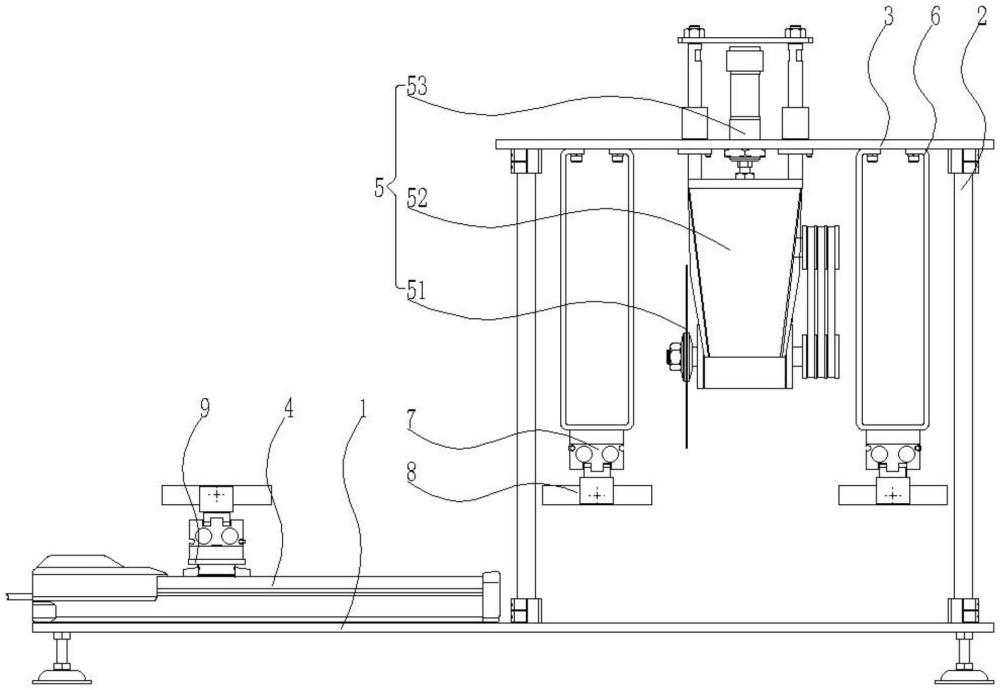
3、在一些实施例中,所述一种铝型材切割送料装置,包括:第一支撑板;支柱,所述支柱的一端连接于所述第一支撑板;第二支撑板,连接于所述支柱的另一端,所述第二支撑板所在平面与所述第一支撑板所在平面互相平行,且沿所述支柱的高度方向,所述第二支撑板位于所述第一支撑板的上方;单轴机器人,沿所述第一支撑板的长度方向,安装于所述第一支撑板的顶面;切割组件,连接于所述第二支撑板,用于切割物料;支座,连接于所述第二支撑板的底面,沿所述第一支撑板的长度方向,位于所述切割组件的两侧;夹紧气缸,分别连接于所述单轴机器人的移动端和两侧所述支座,用于夹紧或松开物料;其中,沿所述支柱的高度方向,连接于所述支座的所述夹紧气缸位于连接于所述单轴机器人的所述夹紧气缸的上方;沿所述第一支撑板的长度方向,连接于所述支座的所述夹紧气缸和连接于所述单轴机器人的所述夹紧气缸位于所述第一支撑板的两侧。
4、可选地,所述切割组件包括:切割片;第一驱动部,与所述切割片相连,被配置为驱动所述切割片做旋转运动;第二驱动部,安装于所述第二支撑板,且与所述第一驱动部相连,被配置为驱动所述切割片沿所述支柱的高度方向移动。
5、可选地,所述第二驱动部包括:电动伸缩杆,安装于所述第二支撑板;第三支撑板,连接于所述电动伸缩杆的移动端,沿所述支柱的高度方向,所述第三支撑板位于所述第一支撑板和所述第二支撑板之间;其中,所述第一驱动部连接于所述第三支撑板。
6、可选地,所述第二驱动部还包括:直线轴承,安装于所述第二支撑板;导向轴,可滑动的安装于所述直线轴承的内部,所述导向轴的一端与所述第三支撑板相连,所述导向轴的轴向方向与所述电动伸缩杆的移动端的运动方向相同;第四支撑板,连接于所述导向轴的另一端,所述第四支撑板包括通孔;其中,随着所述第四支撑板移动,所述气缸可被容纳至所述通孔内。
7、可选地,所述第一驱动部包括:支架,连接于所述第三支撑板的底面;转轴,沿所述第一支撑板的长度方向,可转动的安装于所述支架,所述切割片连接于所述转轴的一端;电机,连接于所述第三支撑板的底面,所述电机被配置为驱动所述转轴做旋转运动。
8、可选地,所述第一驱动部还包括第一带轮,安装于所述电机的转动端;第二带轮,安装于所述转轴的另一端;皮带,安装于所述第一带轮和所述第二带轮之间。
9、可选地,还包括:夹持板,分别连接于每个所述夹紧气缸的每个移动端,且连接于同一所述夹紧气缸的所述夹持板相对设置。
10、可选地,还包括:基座,连接于所述第一支撑板的底面,用于支撑。
11、可选地,还包括:第五支撑板,位于所述夹紧气缸和所述单轴机器人的连接处,所述第五支撑板所在平面与所述第一支撑板所在平面互相平行;其中,所述夹紧气缸安装于所述第五支撑板的顶面,所述单轴机器人的移动端连接于所述第五支撑板的底面。
12、本公开实施例提供的一种铝型材切割送料装置,可以实现以下技术效果:
13、本公开实施例提供的一种铝型材切割送料装置,包括第一支撑板、支柱、第二支撑板、单轴机器人、切割组件、支座和夹紧气缸。使用过程中,每个夹紧气缸进行单独控制,分别用于夹紧或松开铝型材。当与单轴机器人相连的夹紧气缸处于夹紧状态、与支座相连的夹紧气缸处于松开状态时,控制单轴机器人工作,即可将铝型材送至与支座相连的夹紧气缸处。而后使远离单轴机器人的夹紧气缸处于夹紧状态,即可对铝型材进一步固定。而后控制切割组件工件,即可完成铝型材的切割工作。而后使远离单轴机器人的夹紧气缸处于松开状态,被切割下的铝型材即可自动掉落,完成卸料工作。同时,使靠近单轴机器人的夹紧气缸处于夹紧状态、与单轴机器人相连的夹紧气缸处于松开状态,即可控制单轴机器人的移动端复位。最后使靠近单轴机器人的夹紧气缸处于松开状态、与单轴机器人相连的夹紧气缸处于夹紧状态,即可再次完成送料切割工作。重复操作,即可完成铝型材的连续送料切割工作。降低了工作人员取走切割下的铝型材的时间间隙,提高了铝型材切割的连续性,提高了铝型材的切割效率。
14、以上的总体描述和下文中的描述仅是示例性和解释性的,不用于限制本申请。
技术特征:
1.一种铝型材切割送料装置,其特征在于,包括:
2.根据权利要求1所述的一种铝型材切割送料装置,其特征在于,所述切割组件包括:
3.根据权利要求2所述的一种铝型材切割送料装置,其特征在于,所述第二驱动部包括:
4.根据权利要求3所述的一种铝型材切割送料装置,其特征在于,所述第二驱动部还包括:
5.根据权利要求3所述的一种铝型材切割送料装置,其特征在于,所述第一驱动部包括:
6.根据权利要求5所述的一种铝型材切割送料装置,其特征在于,所述第一驱动部还包括:
7.根据权利要求1至6中任一项所述的一种铝型材切割送料装置,其特征在于,还包括:
8.根据权利要求1至6中任一项所述的一种铝型材切割送料装置,其特征在于,还包括:
9.根据权利要求1至6中任一项所述的一种铝型材切割送料装置,其特征在于,还包括:
技术总结
本申请涉及铝型材加工设备技术领域,公开一种铝型材切割送料装置,包括第一支撑板、支柱、第二支撑板、单轴机器人、切割组件、支座和夹紧气缸。当与单轴机器人相连的夹紧气缸处于夹紧状态、与支座相连的夹紧气缸处于松开状态时,控制单轴机器人工作,即可将铝型材送至与支座相连的夹紧气缸处。而后使远离单轴机器人的夹紧气缸处于夹紧状态,并控制切割组件工件,即可完成铝型材的切割工作。而后使远离单轴机器人的夹紧气缸处于松开状态,被切割下的铝型材即可自动掉落。同时使靠近单轴机器人的夹紧气缸处于夹紧状态、与单轴机器人相连的夹紧气缸处于松开状态,即可控制单轴机器人的移动端复位,再次进行送料切割工作,提高了切割效率。
技术研发人员:黄青
受保护的技术使用者:沈阳和信贝制动化设备有限公司
技术研发日:20230427
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!