焊接装置及电池生产线的制作方法
本申请涉及电池,特别涉及一种焊接装置及电池生产线。
背景技术:
1、一般圆柱型锂离子电池结构中负极端为电池钢壳,正极端为电池盖板。电池内部电芯负极依靠负极耳和电池钢壳间的焊接实现内外导通,负极耳与电池钢壳的焊接通过电阻焊实现。其中,负极耳焊接分为极耳在极片上的焊接与极耳和电池钢壳间的焊接,一般称为底焊。
2、传统负极耳焊接过程可以简要描述为:电芯入壳、插入焊针、焊接、拔出焊针,焊针在对电池钢壳焊接后,焊针上不可避免的会有焊料。在拔针过程中焊料可能会划伤电芯,导致电池报废,造成生产成本较高。
技术实现思路
1、本申请的目的是提供一种能够提高卷绕电池焊接合格率的焊接装置及电池生产线。
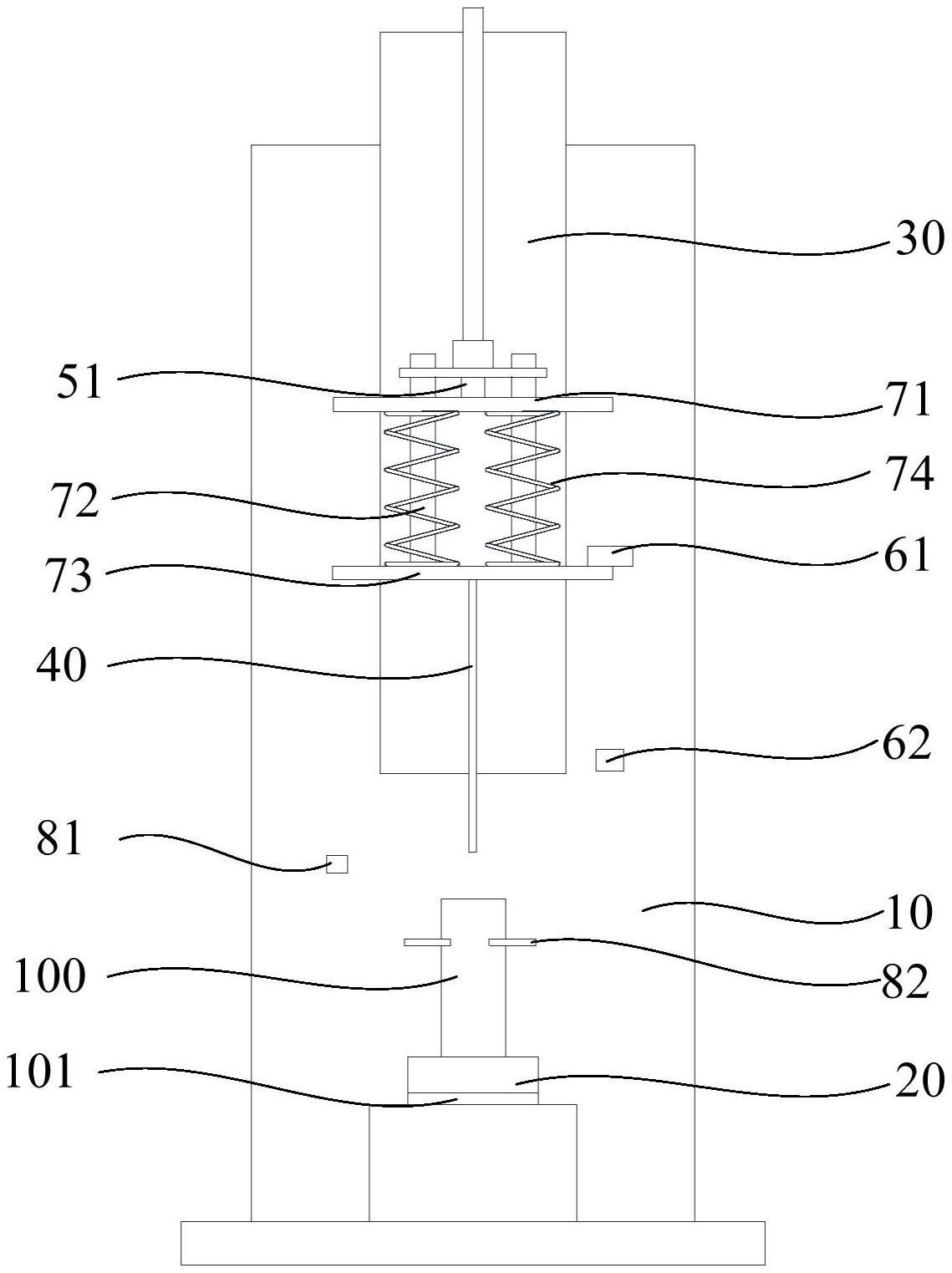
2、为达到上述目的,本申请第一方面的实施例提供了一种焊接装置,用于对卷绕电池进行焊接,其包括:安装架;电阻焊机,所述电阻焊机设置在所述安装架上;升降装置,所述升降装置设置在所述安装架上,升降装置与电阻焊机之间能够沿第一方向及第二方向相对移动,第一方向与第二方向相反;焊针,所述焊针与所述升降装置连接,并与所述电阻焊机对应设置;提醒装置,所述提醒装置能够发出提醒信号;以及力传感器,所述力传感器设置在所述升降装置上,并与所述焊针对应设置,所述力传感器被配置为在所述升降装置与所述电阻焊机沿第一方向或第二方向相对运动时检测所述焊针所受到的力,并根据所述焊针所受到的力控制所述提醒装置的启停。
3、与现有技术相比,上述的技术方案具有如下的优点:
4、在焊针插入或拔出卷绕电池的卷芯孔的过程,焊针与卷绕电池会发生剐蹭,当发生剐蹭时,焊针所受到的力会发生变化,力传感器检测到力的变化后控制提醒装置开启,提醒装置发出提示信息,以便操作者及时地对卷绕电池进行处理,以避免焊针持续对卷绕电池划伤导致卷绕电池报废的情况发生,从而提高了焊接后卷绕电池的焊接合格率。
5、本申请第二方面的实施例提供了一种电池生产线,包括上述的焊接装置。
6、与现有技术相比,上述的技术方案具有如下的优点:
7、采用上述电池生产线制造卷绕电池的质量好,且合格率高。
技术特征:
1.一种焊接装置,用于对卷绕电池进行焊接,其特征在于,所述焊接装置包括:安装架;
2.根据权利要求1所述的焊接装置,其特征在于,
3.根据权利要求2所述的焊接装置,其特征在于,
4.根据权利要求1所述的焊接装置,其特征在于,
5.根据权利要求4所述的焊接装置,其特征在于,
6.根据权利要求1所述的焊接装置,其特征在于,
7.根据权利要求6所述的焊接装置,其特征在于,
8.根据权利要求1所述的焊接装置,其特征在于,
9.根据权利要求1所述的焊接装置,其特征在于,
10.一种电池生产线,其特征在于,包括如权利要求1至9中任一项所述的焊接装置。
技术总结
本申请提供了一种焊接装置及电池生产线,其中焊接装置包括:安装架、电阻焊机、升降装置、焊针、提醒装置以及力传感器。力传感器设置在升降装置上,并与焊针对应设置,力传感器被配置为在升降装置与电阻焊机沿第一方向或第二方向相对运动时检测焊针所受到的力,并根据焊针所受到的力控制提醒装置的启停。在焊针插入或拔出卷绕电池的卷芯孔的过程,焊针与卷绕电池会发生剐蹭,当发生剐蹭时,焊针所受到的力会发生变化,力传感器检测到力的变化后控制提醒装置开启,提醒装置发出提示信息,以便操作者及时地对卷绕电池进行处理,以避免焊针持续对卷绕电池划伤导致卷绕电池报废的情况发生,从而提高了焊接后卷绕电池的焊接合格率。
技术研发人员:许安安
受保护的技术使用者:中创新航科技(成都)有限公司
技术研发日:20230427
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!