一种汽车蓄电池滤酸片自动压合装置的制作方法
本技术涉及汽车蓄电池零件生产设备,特别涉及一种汽车蓄电池滤酸片自动压合装置。
背景技术:
1、阀控式铅酸蓄电池在充电时,有副反应水电解生成氢气和氧气,产生的氢气、氧气和水蒸气会从电池内部挥发出来,水蒸气挥发会携带硫酸电解液形成酸雾,酸雾带有腐蚀性,即使微量酸在长时间的积累下不论是对人还是物都有巨大危害。另外,氢气和氧气若无阻力的随意排出电池外,随着时间积累,电池会慢慢失水,而且排出的氢气若积累到一定浓度,在电池排气口遇明火即会引发强烈的爆鸣声,严重的甚至会引起电池的爆炸,存在较大的安全隐患。因此现有的铅蓄电池通常会在顶盖上设置滤酸片,现有滤酸片的安装方式是采用压头手工将滤酸片压入顶盖内,此种方式生产效率低,需要消耗大量人力成本。
技术实现思路
1、针对现有技术的不足,本实用新型的目的是提供一种汽车蓄电池滤酸片自动压合装置。
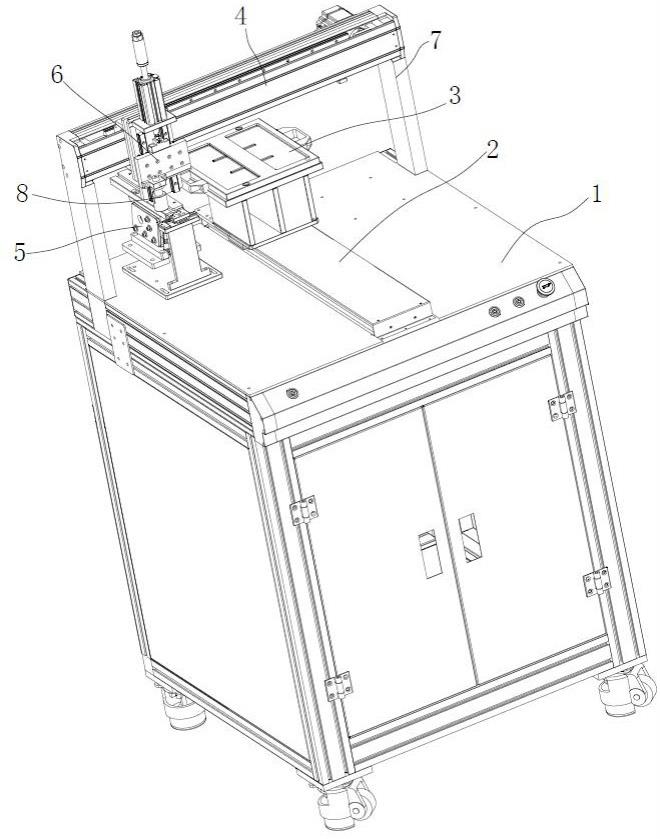
2、本实用新型解决其技术问题所采用的技术方案是:一种汽车蓄电池滤酸片自动压合装置,包括机架、设置于所述机架上的上料平移组件、设置于所述机架上的压合组件、设置于所述机架上的供料器,所述供料器用于为所述压合组件提供滤酸片,所述上料平移组件上设有用于运载汽车蓄电池顶盖的定位座,所述定位座具有上料的第一位置和组装的第二位置,所述压合组件包括设置于所述机架上的压合架、设置于所述压合架上的水平移动模组、设置于所述水平移动模组上的升降移动模组、设置于所述升降移动模组上的压头组件,所述压头组件包括设置于所述升降移动模组上的压头座、设置于所述压头座上的压头本体、与所述压头本体滑动连接的定位滑套,所述压头本体自所述定位滑套的内孔顶部插入,所述压头本体自所述定位滑套的内孔底部伸出,所述压头本体底部为真空吸附孔,所述定位滑套具有取料的第一位置和压合的第二位置,所述压头本体的水平移动轨迹位于所述定位座的运行轨迹上方;所述定位滑套处于取料的第一位置时,所述压头本体底部位于所述定位滑套的内孔内,所述压头本体下方的所述定位滑套的内孔形成容置滤酸片的容置腔;所述定位滑套处于压合的第二位置时,所述压头本体底部伸出所述定位滑套底部。
3、作为本设计的进一步改进,所述供料器包括直振送料器、设置于所述直振送料器出口的切料台,所述切料台包括切料架、沿所述切料架滑动的切料座、设置于所述切料架上用于推动所述切料座滑动的切料气缸,所述切料座上设有切料槽,所述切料座具有所述切料槽与所述直振送料器出口连通的第一位置,所述切料座具有所述切料槽与所述直振送料器出口错开的第二位置,所述切料槽仅能容纳一个滤酸片。
4、作为本设计的进一步改进,所述上料平移组件为水平设置的直线模组,所述水平移动模组为水平设置的直线模组。
5、作为本设计的进一步改进,所述升降移动模组包括设置于所述水平移动模组上的竖直滑轨、与所述竖直滑轨滑动配合的升降座、设置于所述水平移动模组上用于驱动所述升降座升降的压合气缸。
6、作为本设计的进一步改进,所述压头本体周面设有延伸至所述压头本体周面底部的冲击棱,所述冲击棱用于在滤酸片压合后破坏所述滤酸片容纳孔边缘。
7、作为本设计的进一步改进,所述压头本体上设有滑销,所述定位滑套设有与所述滑销配合的滑槽,所述滑槽上下延伸。
8、作为本设计的进一步改进,所述压头本体上设有弹性件,所述弹性件底部抵止所述定位滑套,所述弹性件对所述定位滑套施加有向下的弹力。
9、本实用新型的有益效果是:本实用新型通过上料平移组件实现对蓄电池顶盖的自动上下料,通过可升降和水平移动的压头本体实现将滤酸片从供料器上移栽到蓄电池顶盖并压合,全程实现自动化,生产效率高,压合的一致性好。
技术特征:
1.一种汽车蓄电池滤酸片自动压合装置,其特征在于,包括机架、设置于所述机架上的上料平移组件、设置于所述机架上的压合组件、设置于所述机架上的供料器,所述供料器用于为所述压合组件提供滤酸片,所述上料平移组件上设有用于运载汽车蓄电池顶盖的定位座,所述定位座具有上料的第一位置和组装的第二位置,所述压合组件包括设置于所述机架上的压合架、设置于所述压合架上的水平移动模组、设置于所述水平移动模组上的升降移动模组、设置于所述升降移动模组上的压头组件,所述压头组件包括设置于所述升降移动模组上的压头座、设置于所述压头座上的压头本体、与所述压头本体滑动连接的定位滑套,所述压头本体自所述定位滑套的内孔顶部插入,所述压头本体自所述定位滑套的内孔底部伸出,所述压头本体底部为真空吸附孔,所述定位滑套具有取料的第一位置和压合的第二位置,所述压头本体的水平移动轨迹位于所述定位座的运行轨迹上方;所述定位滑套处于取料的第一位置时,所述压头本体底部位于所述定位滑套的内孔内,所述压头本体下方的所述定位滑套的内孔形成容置滤酸片的容置腔;所述定位滑套处于压合的第二位置时,所述压头本体底部伸出所述定位滑套底部。
2.根据权利要求1所述的一种汽车蓄电池滤酸片自动压合装置,其特征是,所述供料器包括直振送料器、设置于所述直振送料器出口的切料台,所述切料台包括切料架、沿所述切料架滑动的切料座、设置于所述切料架上用于推动所述切料座滑动的切料气缸,所述切料座上设有切料槽,所述切料座具有所述切料槽与所述直振送料器出口连通的第一位置,所述切料座具有所述切料槽与所述直振送料器出口错开的第二位置,所述切料槽仅能容纳一个滤酸片。
3.根据权利要求1所述的一种汽车蓄电池滤酸片自动压合装置,其特征是,所述上料平移组件为水平设置的直线模组,所述水平移动模组为水平设置的直线模组。
4.根据权利要求1所述的一种汽车蓄电池滤酸片自动压合装置,其特征是,所述升降移动模组包括设置于所述水平移动模组上的竖直滑轨、与所述竖直滑轨滑动配合的升降座、设置于所述水平移动模组上用于驱动所述升降座升降的压合气缸。
5.根据权利要求1所述的一种汽车蓄电池滤酸片自动压合装置,其特征是,所述压头本体周面设有延伸至所述压头本体周面底部的冲击棱,所述冲击棱用于在滤酸片压合后破坏滤酸片容纳孔边缘。
6.根据权利要求1所述的一种汽车蓄电池滤酸片自动压合装置,其特征是,所述压头本体上设有滑销,所述定位滑套设有与所述滑销配合的滑槽,所述滑槽上下延伸。
7.根据权利要求6所述的一种汽车蓄电池滤酸片自动压合装置,其特征是,所述压头本体上设有弹性件,所述弹性件底部抵止所述定位滑套,所述弹性件对所述定位滑套施加有向下的弹力。
技术总结
本技术涉及一种汽车蓄电池滤酸片自动压合装置,包括机架、上料平移组件、压合组件、供料器,上料平移组件设有定位座,定位座具有上料的第一位置和组装的第二位置,压合组件包括压合架、水平移动模组、升降移动模组、压头组件,压头组件包括压头座、压头本体、定位滑套,压头本体底部为真空吸附孔,定位滑套具有取料的第一位置和压合的第二位置,压头本体的水平移动轨迹位于定位座的运行轨迹上方。本技术通过上料平移组件实现对蓄电池顶盖的自动上下料,通过可升降和水平移动的压头本体实现将滤酸片从供料器上移栽到蓄电池顶盖并压合,全程实现自动化,生产效率高,压合的一致性好。
技术研发人员:钱国强,杨光辉
受保护的技术使用者:常熟华新汽车零部件有限公司
技术研发日:20230427
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!