一种车轮加工钻孔夹具的制作方法
本技术涉及机械加工,具体涉及一种车轮加工钻孔夹具。
背景技术:
1、轮毂是轮胎内廓轮钢通过立柱连接的轮芯旋转部分,即支撑轮胎的中心装在轴上的金属部件。又叫轮圈、钢圈、轱辘、胎铃。轮毂根据直径、宽度、成型方式、材料不同种类繁多。在铝合金轮毂的正面,分布着螺栓孔。螺栓孔是在数控加工中心上,利用钻头进行钻削加工而成的。但是,传统的车轮钻孔用夹具在使用过程中存在一些弊端,比如:传统的车轮钻孔用夹具在使用过程中一般为专用夹具,不能通用,在进行不同尺寸的车轮钻孔时,需要更换不同的夹具,造成加工效率降低。
2、现有技术中,公告号cn215147089u的专利中公开了一种加工车轮钻孔用夹具,包括:底座、夹块、夹紧螺杆和定位螺杆,所述底座顶部通过螺钉固定连接有工作台,工作台内部开设有滑槽,所述滑槽内部滑动连接有滑座,位于一侧的所述滑座顶部焊接有夹紧螺杆,所述夹紧螺杆外侧通过螺母固定连接有夹块,所述工作台上方位于夹块之间卡接有轮毂,位于一侧的所述滑座顶部焊接有定位螺杆,通过夹紧气缸的行程调整,配合滑座与滑槽的滑动连接,便于不同规格型号的轮毂钻孔加工时的夹紧,只需要在加工时更换对应的定位板即可,无需整体更换夹具。
3、但是,该装置在使用时需要准备对应尺寸的定位板,否侧无法对齐中心点,在夹紧不同种类车轮时,还需要更换定位板,并不能实现完全适用于全部型号的车轮,同时无法自动对齐中心点,工作效率低,操作人员劳动强度高。
技术实现思路
1、本实用新型所要解决的技术问题是针对现有技术的不足,目的是解决现有夹具无法自动找到中心店必须依靠定位板,导致需要更换不同型号的定位板来适用于不同型号车轮的问题,提供一种车轮加工钻孔夹具。
2、本实用新型解决上述技术问题的技术方案如下:一种车轮加工钻孔夹具,包括工作台,其特征在于,还包括电机、移动机构和设于移动机构上的夹紧件;
3、所述工作台上开有供夹紧件穿过的十字型通孔;
4、所述电机固定设于工作台下方;
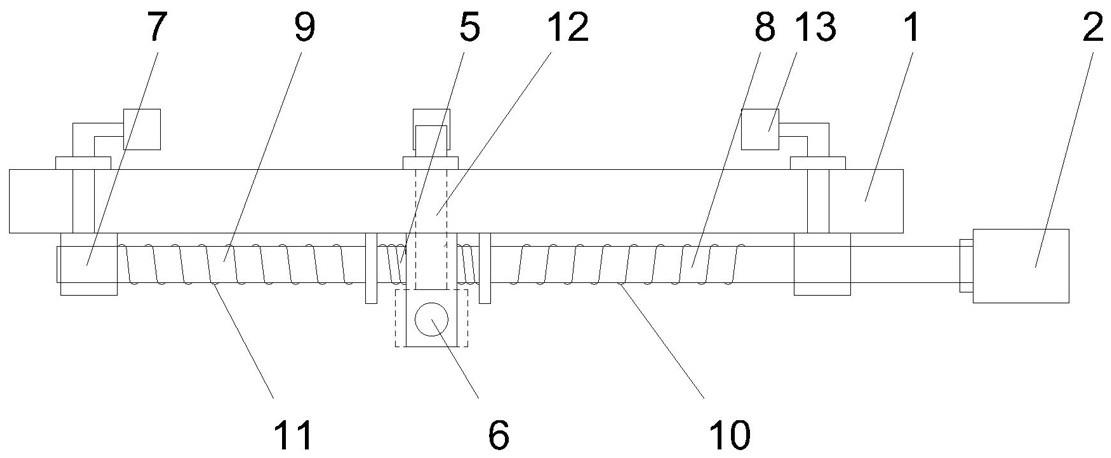
5、所述移动机构包括蜗轮、蜗杆、双向螺纹杆、四个移动块,所述蜗杆水平设于工作台下方且蜗杆两端通过连接件与工作台转动连接,所述蜗杆两端延长线方向固定设有第一螺杆和第二螺杆,所述第一螺杆末端与电机的输出端固定连接,所述第一螺杆和第二螺杆上分别开有旋向相反的第一外螺纹和第二外螺纹,所述双向螺纹杆水平设于蜗杆下方且通过连接件与工作台转动连接,双向螺纹杆与蜗杆相互垂直,所述双向螺纹杆穿过蜗轮的轴心并与蜗轮固定连接,通过蜗轮蜗杆相互啮合实现蜗杆转动的同时带动双向螺纹杆转动,位于双向螺纹杆表面、蜗轮两侧分别设置有旋向相反的外螺纹,四个所述移动块分别套设在第一螺杆、第二螺杆和双向螺纹杆的两端上,移动块上端贯穿十字型通孔并朝向工作台上侧延伸,所述移动块内壁开有内螺纹,四个所述移动块通过内螺纹与第一螺杆、第二螺杆、双向螺纹杆共同配合下朝向四个移动块的中心处移动,所述移动块与夹紧件固定连接。
6、进一步的,所述夹紧件包括连接杆和夹紧块,所述连接杆呈竖直方向与十字型通孔内壁滑动连接,所述连接杆上端与夹紧块固定连接,下端与移动块固定连接。
7、进一步的,所述蜗轮蜗杆的传动比为1:1。
8、进一步的,所述蜗轮连接在双向螺纹杆的中心处。
9、进一步的,所述夹紧块上包裹有防滑橡胶套。
10、本实用新型的有益效果是:本实用新型通过设置移动机构和设于移动机构上的夹紧件,移动机构包括与工作台转动连接的蜗杆,固定设于蜗杆两端的第一、第二螺杆,与螺杆啮合的蜗轮,固定设于蜗轮中心处的双向螺纹杆,通过蜗轮蜗杆相互啮合,实现第一、第二螺杆在转动时,带动双向螺纹杆共同转动,实现设置在第一、第二螺杆和双向螺纹杆上的移动块同步运动,同时带动夹紧件共同运动,实现通过夹紧件的四点同步运动,无需人工通过增加定位板就可以使得车轮中心自动移动至整个夹具的中心位置,便于下一步的钻孔定位,提高了工作效率,降低了操作人员的劳动强度。
技术特征:
1.一种车轮加工钻孔夹具,包括工作台(1),其特征在于,还包括电机(2)、移动机构和设于移动机构上的夹紧件;
2.根据权利要求1所述的一种车轮加工钻孔夹具,其特征在于,所述夹紧件包括连接杆(12)和夹紧块(13),所述连接杆(12)呈竖直方向与十字型通孔(3)内壁滑动连接,所述连接杆(12)上端与夹紧块(13)固定连接,下端与移动块(7)固定连接。
3.根据权利要求1所述的一种车轮加工钻孔夹具,其特征在于,所述蜗轮(4)蜗杆(5)的传动比为1:1。
4.根据权利要求1所述的一种车轮加工钻孔夹具,其特征在于,所述蜗轮(4)连接在双向螺纹杆(6)的中心处。
5.根据权利要求2所述的一种车轮加工钻孔夹具,其特征在于,所述夹紧块(13)上包裹有防滑橡胶套。
技术总结
本技术涉及一种车轮加工钻孔夹具,属于机械加工技术领域,本技术通过设置移动机构和设于移动机构上的夹紧件,移动机构包括与工作台转动连接的蜗杆,固定设于蜗杆两端的第一、第二螺杆,与螺杆啮合的蜗轮,固定设于蜗轮中心处的双向螺纹杆,通过蜗轮蜗杆相互啮合,实现第一、第二螺杆在转动时,带动双向螺纹杆共同转动,实现设置在第一、第二螺杆和双向螺纹杆上的移动块同步运动,同时带动夹紧件共同运动,实现通过夹紧件的四点同步运动,无需人工通过增加定位板就可以使得车轮中心自动移动至整个夹具的中心位置,便于下一步的钻孔定位,提高了工作效率,降低了操作人员的劳动强度。
技术研发人员:张太可,高新朋
受保护的技术使用者:山东金固汽车零部件有限公司
技术研发日:20230427
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!