一种多工位蝶阀钻孔攻丝一体装置的制作方法
本技术涉及一种多工位蝶阀钻孔攻丝一体装置。
背景技术:
1、蝶阀又叫翻板阀,是一种结构简单的调节阀,可用于低压管道介质的开关控制。蝶阀阀体在生产过程中需要对其进行钻孔攻丝加工,且成品后的丝孔位置度要求严格,现有对蝶阀阀体的钻孔多为加工中心,攻丝多为手动加工,即加工中心钻孔再转到手动攻丝设备上进行攻丝加工,工作效率低,因多次装夹蝶阀阀体,导致加工精度不稳定。
技术实现思路
1、本实用新型所解决的技术问题是克服现有技术的不足,提供一种多工位蝶阀钻孔攻丝一体装置。
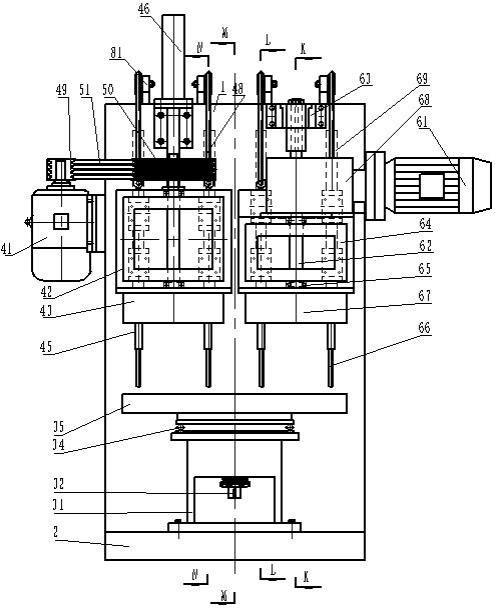
2、本发明采用的技术方案是,一种多工位蝶阀钻孔攻丝一体装置,包括床身、底座、工作台、钻孔动力装置、攻丝动力装置、锁紧装置;床身与底座固定连接,工作台固定在底座上,钻孔动力装置和攻丝动力装置并列安装在床身上,位于工作台上方;锁紧装置安装在床身上;
3、所述的工作台包括工作台主轴箱、工作台主轴、旋转支承轴承、推力轴承、平台和定位套;工作台主轴箱固定安装在底座上,平台与工作台主轴固定连接,平台与工作台主轴箱之间安装有推力轴承,工作台主轴与工作台主轴箱之间安装有旋转支承轴承,平台的外圆周表面上镶装定位套;
4、所述的钻孔动力装置包括钻孔电机、钻孔传动箱、钻孔动力头和支承轴承a、钻头、油缸、传动轴a、直线导轨a、小皮带轮、大皮带轮和皮带;钻孔电机固定在钻孔传动箱的侧面,传动轴a位于钻孔传动箱中心,并由支承轴承a支承,钻孔动力头固定在钻孔传动箱下方,小皮带轮与钻孔电机连接,大皮带轮与传动轴a连接,小皮带轮与大皮带轮之间套装有皮带,传动轴a另一端伸入钻孔动力头内,带动钻头旋转,油缸固定在床身上,油缸活塞杆与钻孔传动箱固定连接,钻孔传动箱与床身之间设有直线导轨a;
5、所述的攻丝动力装置包括攻丝电机、丝杠轴、带座螺母、攻丝传动箱、支承轴承b、丝锥、攻丝动力头、传动机构和直线导轨b;攻丝电机固定安装在攻丝传动箱上,通过传动机构带动丝杠轴旋转,带座螺母固定安装在床身上,丝杠轴一端旋入带座螺母内,丝杠轴穿过攻丝传动箱、并由支承轴承b进行支承,丝杠轴另一端伸入攻丝动力头内,带动攻丝动力头前端的丝锥转动,攻丝传动箱与床身之间设有直线导轨b;
6、所述的锁紧装置包括气缸、导套和定位芯;导套固定安装在床身上,气缸固定安装在导套上,定位芯与导套滑动连接,并与气缸的活塞杆固定连接。
7、还设有配重装置;所述的配重装置包括定滑轮组、拉绳和重物;重物位于床身内部,定滑轮组固定在床身上部,拉绳一端绕过定滑轮组与重物连接,另一端与钻孔传动箱和攻丝传动箱上部分别连接。
8、工作时将要加工的蝶阀阀体定位压紧在平台上,平台上可以一次性定位压紧三个蝶阀阀体,手动转动平台至指定位置,锁紧装置的气缸带动定位芯伸出,插入平台上的定位套内,然后钻孔动力装置的油缸带动钻孔传动箱沿着直线导轨a向下运动,钻孔电机启动,通过小皮带轮,皮带和大皮带轮带动传动轴a旋转,传动轴a传动到钻孔动力头,钻孔动力头分配动力,从而带动多个钻头对第一个蝶阀阀体进行钻孔,钻孔结束后,油缸带动钻孔传动箱上升,从而带动钻头退出第一个蝶阀阀体,锁紧装置的定位芯从平台的定位套中退出,手动转动平台,旋转120°,将钻完孔的第一个蝶阀阀体转至下一个工位,未钻孔的第二个蝶阀阀体转到钻头下方,锁紧装置将平台锁紧,钻孔动力装置带动钻头对第二个蝶阀阀体完成钻孔,油缸带动钻孔传动箱上升,钻头退出第二个蝶阀阀体,定位芯从平台定位套中退出,手动旋转平台120°,第三个蝶阀阀体转到钻头下方进行钻孔,第一个蝶阀阀体已经钻完孔,转到丝锥下方,再锁紧平台,油缸推动钻孔传动箱向下移动,钻头对第三个蝶阀阀体进行钻孔加工,同时攻丝动力装置的攻丝电机带动丝杠轴转动,在螺母的作用下攻丝传动箱带着攻丝动力头沿着直线导轨b向下运动,同时丝杠轴下端将动力传递进攻丝动力头内,攻丝动力头内完成对各个丝锥动力分配,带动丝锥旋转,对第一个已完成钻孔的蝶阀阀体进行攻丝,攻丝结束后,电机反转,丝锥反转,同时丝杠轴带动攻丝传动箱上升,使丝锥从第一个蝶阀阀体内退出。此时,工人将已加工完的第一个蝶阀阀体从平台上松开取下,更换新的未加工的蝶阀阀体后定位压紧,松开锁紧装置,旋转120°后再将平台锁紧,对新蝶阀阀体进行钻孔加工,对第二个蝶阀阀体进行攻丝加工,依次类推,对多个蝶阀阀体完成钻孔和攻丝加工。
9、本实用新型的有益效果是仅需要对蝶阀阀体进行一次装夹,就可完成蝶阀阀体上多孔同时加工螺纹,同时还可实现多工位同时加工。提高了蝶阀阀体的钻孔、攻丝加工精度,提高了工作效率。
技术特征:
1.一种多工位蝶阀钻孔攻丝一体装置,其特征在于:包括床身(1)、底座(2)、工作台、钻孔动力装置、攻丝动力装置、锁紧装置;床身(1)与底座(2)固定连接,工作台固定在底座(2)上,钻孔动力装置和攻丝动力装置并列安装在床身(1)上,位于工作台上方;锁紧装置安装在床身上;
2.根据权利要求1所述的一种多工位蝶阀钻孔攻丝一体装置,其特征在于:钻孔动力装置和攻丝动力装置上部还分别于配重装置相连接;所述的配重装置包括定滑轮组(81)、拉绳(82)和重物(83);重物(83)位于床身(1)内部,定滑轮组(81)固定在床身上部,拉绳(82)一端绕过定滑轮组与重物(83)连接,拉绳(82)另一端与钻孔传动箱(42)和攻丝传动箱(64)上部分别连接。
技术总结
本技术公开了一种多工位蝶阀阀体钻孔攻丝一体装置,包括床身1、底座2、工作台、钻孔动力装置、攻丝动力装置、锁紧装置;床身1与底座2固定连接,工作台固定在底座2上,钻孔动力装置和攻丝动力装置并列安装在床身1上,位于工作台上方;锁紧装置安装在床身1上;本技术的有益效果是仅需要对蝶阀阀体进行一次装夹,就可完成蝶阀阀体上多孔同时加工螺纹,同时还可实现多工位同时加工。提高了蝶阀阀体的钻孔、攻丝加工精度,提高了工作效率。
技术研发人员:丛广开,王继钊
受保护的技术使用者:大连盛通阀门制造有限公司
技术研发日:20230428
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!