一种堆内构件堆芯围筒组件焊接工装的制作方法
本技术涉及堆内构件堆芯围筒组件加工,尤其涉及一种堆内构件堆芯围筒组件焊接工装。
背景技术:
1、核反应堆中,反应堆堆内构件堆芯围筒组件位于吊篮组件内和堆芯支承板上,构成堆芯的径向外围。工作时通过对腔室的尺寸控制:控制燃料组件和堆芯围筒组件之间的间隙,为反应堆冷却剂穿过堆芯时提供导向流道。堆芯围筒组件的作用是限制冷却剂进入堆芯的径向流动速度或喷射速度,允许冷却剂(即旁流)流经吊篮和堆芯围筒组件外壁之间的腔室,并使堆芯和压力容器隔开一定距离,该距离使压力容器承受有限的总辐照量,以避免过量有害的辐照。
2、如图1、图2、图3和图4所示,堆芯围筒组件由堆芯围筒上板1、堆芯围筒中板5、外围筒2、堆芯围筒下板3及堆芯围板4焊接构成,其中,堆芯围板4由六片折边扇形板41合围焊接构成筒体结构。堆芯围筒组件各组成部分在焊接过程中、以及堆芯围筒组件在后续热处理过程中都会因受热而产生变形,而为了保证堆芯的稳定运行,对堆芯围筒组件成品的尺寸精度要求较高,需要保证:堆芯围筒组件成品的外径尺寸的公差为0~2mm,堆芯围筒组件的堆芯围板4的内腔尺寸的公差为+0.75~0mm。采用传统人工焊接方式很难保证堆芯围筒组件成品满足上述尺寸公差要求,存在焊接质量得不到保证,成品合格率低,焊接效率低等缺陷。
技术实现思路
1、本实用新型所需解决的技术问题是:提供一种提高堆芯围筒组件加工效率及加工质量的堆内构件堆芯围筒组件焊接工装。
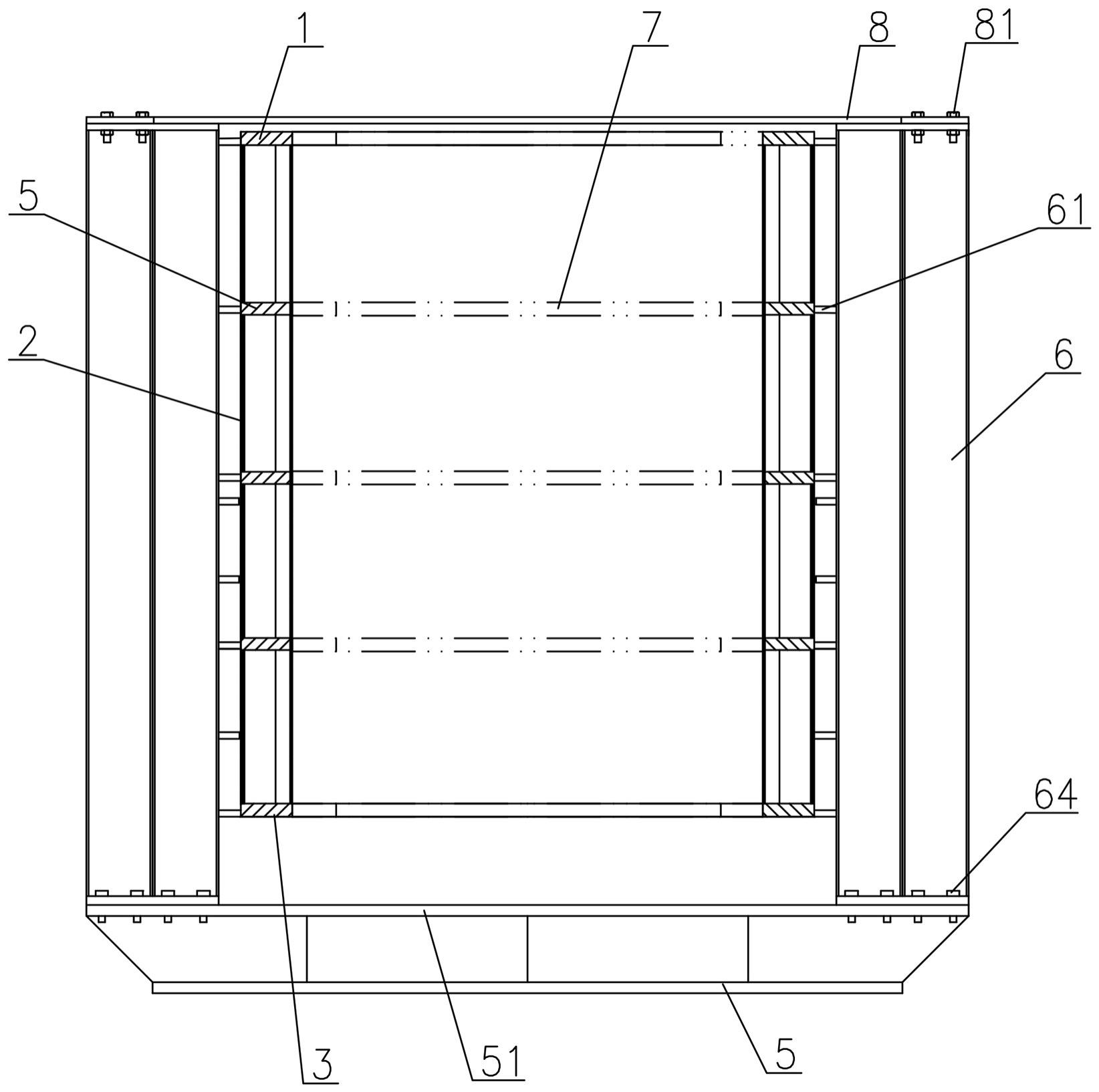
2、为解决上述问题,本实用新型采用的技术方案是:所述的一种堆内构件堆芯围筒组件焊接工装,包括:底座、六根立柱、若干凸型工装圈和上盖板;六根立柱的底部分别固定连接于底座的平台上,且六根立柱环绕平台的中心竖向轴线呈旋转对称分布;在每根立柱的内侧壁上由上至下间隔固定设置有若干连接板,由上至下方向上处于第一个的连接板为顶部连接板,第一连接板与放置于底座与六根立柱之间的堆芯围筒组件上的堆芯围筒上板的高度一致,且第一连接板的内侧壁轮廓与堆芯围筒组件的堆芯围筒上板的外圆周轮廓对应匹配;由上至下方向上处于最后一个的连接板为底部连接板,底部连接板与放置于底座与六根立柱之间的堆芯围筒组件上的堆芯围筒下板的高度一致,且底部连接板的内侧壁轮廓与堆芯围筒组件的堆芯围筒下板的外圆周轮廓对应匹配;除顶部连接板和底部连接板之外的其他连接板为中部连接板,放置于底座与六根立柱之间的堆芯围筒组件上的各堆芯围筒中板分别与一个中部连接板高度对应,且各中部连接板的内侧壁轮廓与堆芯围筒组件上的各堆芯围筒中板的外圆周轮廓分别对应匹配;各凸型工装圈的外圆周轮廓与堆芯围筒组件上的堆芯围板的内侧壁轮廓对应匹配,各凸型工装圈卡装于堆芯围筒组件上的堆芯围板的内侧壁上,通常堆芯围筒上板、堆芯围筒下板、各堆芯围筒中板所在位置处均对应有一个凸型工装圈,通过个凸型工装圈和各连接板将堆芯围筒组件上的各组成部分位置卡住,然后上盖板放置在六根立柱的顶面上后通过对应的可拆卸连接结构与各立柱的顶部固定连接。
3、堆芯围筒组件的尺寸较大,因而对应的堆内构件堆芯围筒组件焊接工装中的凸型工装圈也较大,一体成型加工比较困难,这里凸型工装圈采由六片支撑板合围拼接构成,两两相邻支撑板之间通过螺栓连接板结构连接;螺栓连接板结构为:上连接板搭于两两相邻的二个支撑板的上表面上,下连接板搭于两两相邻的二个支撑板的下表面上,至少二个第一螺栓穿过上连接板上对应的第一连接孔、两两相邻的二个支撑板的其中一个支撑板上对应的第二连接孔、下连接板上对应的第三连接孔后与第一锁紧螺母旋紧,至少二个第二螺栓穿过上连接板上对应的第四连接孔、两两相邻的二个支撑板的另一个支撑板上对应的第五连接孔、下连接板上对应的第六连接孔后与第二锁紧螺母旋紧。
4、进一步地,前述的一种堆内构件堆芯围筒组件焊接工装,其中,所述的立柱由立柱本体、上安装板、下安装板构成,立柱本体由二根h型钢构成,上安装板固定连接于立柱本体的顶端面上,下安装板固定连接于立柱本体的底端面上。
5、各立柱固定连接于底座的平台上的固定连接方式有多种形式,本方案综合考虑整体连接方便程度、连接稳固程度、拆卸问题,将各立柱固定连接于底座的平台上的连接结构设计为下述结构:在下安装板上开设有若干第一安装孔,在平台上开设有若干与各立柱的下安装板上的各第一安装孔位置一一对应的第二安装孔,各第三螺栓穿过对应的第一安装孔、对应的第二安装孔后与第三锁紧螺母旋紧,从而将各立柱底部固定连接于底座的平台上。
6、其中,本方案中采用的可拆卸连接结构为:在上安装板上开设有若干第三安装孔,在上盖板上开设有若干与各立柱的上安装板上的各第三安装孔位置一一对应的第四安装孔,各第四螺栓穿过对应的第四安装孔、对应的第三安装孔后与第四锁紧螺母旋紧,从而将各立柱顶部固定连接于上盖板上。
7、本实用新型的有益效果是:采用该工装能准确将堆芯围筒组件的各组成部分准确定位于工装中,在焊接及后续热处理过程中也能对堆芯围筒组件的各组成部分的位置及轮廓进行限位,减少受热产生的变形量,提高焊接质量及焊接效率。
技术特征:
1.一种堆内构件堆芯围筒组件焊接工装,其特征在于:包括:底座、六根立柱、若干凸型工装圈和上盖板;各凸型工装圈的外圆周轮廓与堆芯围筒组件上的堆芯围板的内侧壁轮廓对应匹配;六根立柱的底部分别固定连接于底座的平台上,且六根立柱环绕平台的中心竖向轴线呈旋转对称分布;在每根立柱的内侧壁上由上至下间隔固定设置有若干连接板,由上至下方向上处于第一个的连接板为顶部连接板,第一连接板与放置于底座与六根立柱之间的堆芯围筒组件上的堆芯围筒上板的高度一致,且第一连接板的内侧壁轮廓与堆芯围筒组件的堆芯围筒上板的外圆周轮廓对应匹配;由上至下方向上处于最后一个的连接板为底部连接板,底部连接板与放置于底座与六根立柱之间的堆芯围筒组件上的堆芯围筒下板的高度一致,且底部连接板的内侧壁轮廓与堆芯围筒组件的堆芯围筒下板的外圆周轮廓对应匹配;除顶部连接板和底部连接板之外的其他连接板为中部连接板,放置于底座与六根立柱之间的堆芯围筒组件上的各堆芯围筒中板分别与一个中部连接板高度对应,且各中部连接板的内侧壁轮廓与堆芯围筒组件上的各堆芯围筒中板的外圆周轮廓分别对应匹配;上盖板放置在六根立柱的顶面上后通过对应的可拆卸连接结构与各立柱的顶部固定连接。
2.根据权利要求1所述的一种堆内构件堆芯围筒组件焊接工装,其特征在于:所述的凸型工装圈由六片支撑板合围拼接构成,两两相邻支撑板之间通过螺栓连接板结构连接;螺栓连接板结构为:上连接板搭于两两相邻的二个支撑板的上表面上,下连接板搭于两两相邻的二个支撑板的下表面上,至少二个第一螺栓穿过上连接板上对应的第一连接孔、两两相邻的二个支撑板的其中一个支撑板上对应的第二连接孔、下连接板上对应的第三连接孔后与第一锁紧螺母旋紧,至少二个第二螺栓穿过上连接板上对应的第四连接孔、两两相邻的二个支撑板的另一个支撑板上对应的第五连接孔、下连接板上对应的第六连接孔后与第二锁紧螺母旋紧。
3.根据权利要求1所述的一种堆内构件堆芯围筒组件焊接工装,其特征在于:所述的立柱由立柱本体、上安装板、下安装板构成,立柱本体由二根h型钢构成,上安装板固定连接于立柱本体的顶端面上,下安装板固定连接于立柱本体的底端面上。
4.根据权利要求3所述的一种堆内构件堆芯围筒组件焊接工装,其特征在于:各立柱固定连接于底座的平台上的连接结构为:在下安装板上开设有若干第一安装孔,在平台上开设有若干与各立柱的下安装板上的各第一安装孔位置一一对应的第二安装孔,各第三螺栓穿过对应的第一安装孔、对应的第二安装孔后与第三锁紧螺母旋紧,从而将各立柱底部固定连接于底座的平台上。
5.根据权利要求3或4所述的一种堆内构件堆芯围筒组件焊接工装,其特征在于:可拆卸连接结构为:在上安装板上开设有若干第三安装孔,在上盖板上开设有若干与各立柱的上安装板上的各第三安装孔位置一一对应的第四安装孔,各第四螺栓穿过对应的第四安装孔、对应的第三安装孔后与第四锁紧螺母旋紧,从而将各立柱顶部固定连接于上盖板上。
技术总结
本技术公开了一种堆内构件堆芯围筒组件焊接工装,包括:底座、六根立柱、若干凸型工装圈和上盖板;各凸型工装圈的外圆周轮廓与堆芯围筒组件上的堆芯围板的内侧壁轮廓对应匹配;六根立柱的底部分别固定连接于底座的平台上,且六根立柱环绕平台的中心竖向轴线呈旋转对称分布;在每根立柱的内侧壁上由上至下间隔固定设置有若干连接板,上盖板放置在六根立柱的顶面上后通过对应的可拆卸连接结构与各立柱的顶部固定连接。采用该工装能准确将堆芯围筒组件的各组成部分准确定位于工装中,在焊接及后续热处理过程中也能对堆芯围筒组件的各组成部分的位置及轮廓进行限位,减少受热产生的变形量,提高焊接质量及焊接效率。
技术研发人员:缪冰,张勇,蔡玉
受保护的技术使用者:苏州海陆重工股份有限公司
技术研发日:20230504
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!