压缩机泄压阀盖的铆接模具的制作方法
本技术属于压缩机零配件加工设备的,具体涉及一种压缩机泄压阀盖的铆接模具。
背景技术:
1、图1-3中包括属于压缩机泄压结构的压缩机壳体端盖、泄压阀盖及泄压片,压缩机壳体端盖上具有泄压孔,其设置于压缩机壳体端盖的端面上,压缩机壳体端盖的端面上自泄压孔的中心由内向外依次设有用于放置泄压片的第一台阶、用于放置泄压阀盖的第二台阶、及用于使泄压阀盖卡装于压缩机壳体端盖的第二台阶内的第三台阶。
2、装配该压缩机泄压结构时,首先,将泄压片置放于压缩机壳体端盖的第一台阶上,接着,将泄压阀盖置放于压缩机壳体端盖的第二台阶上,最后,通过焊接、铆接等方式作用于压缩机壳体端盖的第三台阶,使泄压阀盖固定于压缩机壳体端盖的第二台阶上,以完成该装配工序。
3、为适应此种压缩机泄压结构的快速装配生产,有必要设计一种相应的加工模具。
技术实现思路
1、本实用新型的目的在于提供一种压缩机泄压阀盖的铆接模具,其能够对压缩机泄压结构进行快速装配生产。
2、为达到上述目的,本实用新型实施例提供的技术方案是:
3、一种压缩机泄压阀盖的铆接模具,包括上下对应的下模组件与上模组件,所述下模组件包括下模板、及插装于下模板上的铆接台,所述上模组件包括上模板、及嵌装于上模板上的铆接头,铆接时,压缩机壳体端盖的泄压孔的下端放置于铆接台上,泄压阀盖放置于压缩机壳体端盖的泄压孔的上端,铆接头与铆接台配合将泄压阀盖铆接于压缩机壳体端盖上。
4、所述下模板的外围尺寸与压缩机壳体端盖的内腔尺寸相当,所述压缩机壳体端盖置于下模组件上,下模板部分伸入压缩机壳体端盖的内腔中以定位压缩机壳体端盖。
5、所述下模组件还包括用于定位压缩机壳体端盖的第一定位柱,第一定位柱位于铆接台前侧并插装于下模板上,所述压缩机壳体端盖置于下模组件上,第一定位柱插入压缩机壳体端盖的第一定位孔以定位压缩机壳体端盖。
6、所述下模组件还包括用于定位压缩机壳体端盖的第二定位柱,第二定位柱位于铆接台右侧并插装于下模板上,所述压缩机壳体端盖置于下模组件上,第二定位柱插入压缩机壳体端盖的第二定位孔以定位压缩机壳体端盖。
7、所述铆接头包括上下相对设置的安装端与铆接端,所述安装端外围设有限位凸部,所述上模板上设有安装孔、及与限位凸部对应的限位台阶,所述铆接头嵌装于上模板,铆接头穿过安装孔,限位凸部抵靠于限位台阶上。
8、所述铆接端上设有若干个压块,压块呈周向布设于铆接头的铆接端外缘,所述铆接头与铆接台配合,压块作用于压缩机壳体端盖使泄压阀盖铆接于压缩机壳体端盖上。
9、所述下模组件还包括设置于下模板底部的下垫板、设置于下垫板底部的下支撑板、及设置于下支撑板底部的下模座。
10、所述上模组件还包括设置于上模板顶部的上垫板、设置于上垫板顶部的上支撑板、及设置于上支撑板顶部的上模座。
11、所述铆接模具还包括导向组件与缓冲部件,所述导向组件包括设置于下模组件上的导套、及设置于上模组件上并与导套对应的导柱,所述缓冲部件设置于上模组件和/或下模组件上。
12、本实用新型的有益效果如下:
13、本实用新型通过采用上述技术方案的压缩机泄压阀盖的铆接模具,能够对压缩机泄压结构进行快速装配生产。
技术特征:
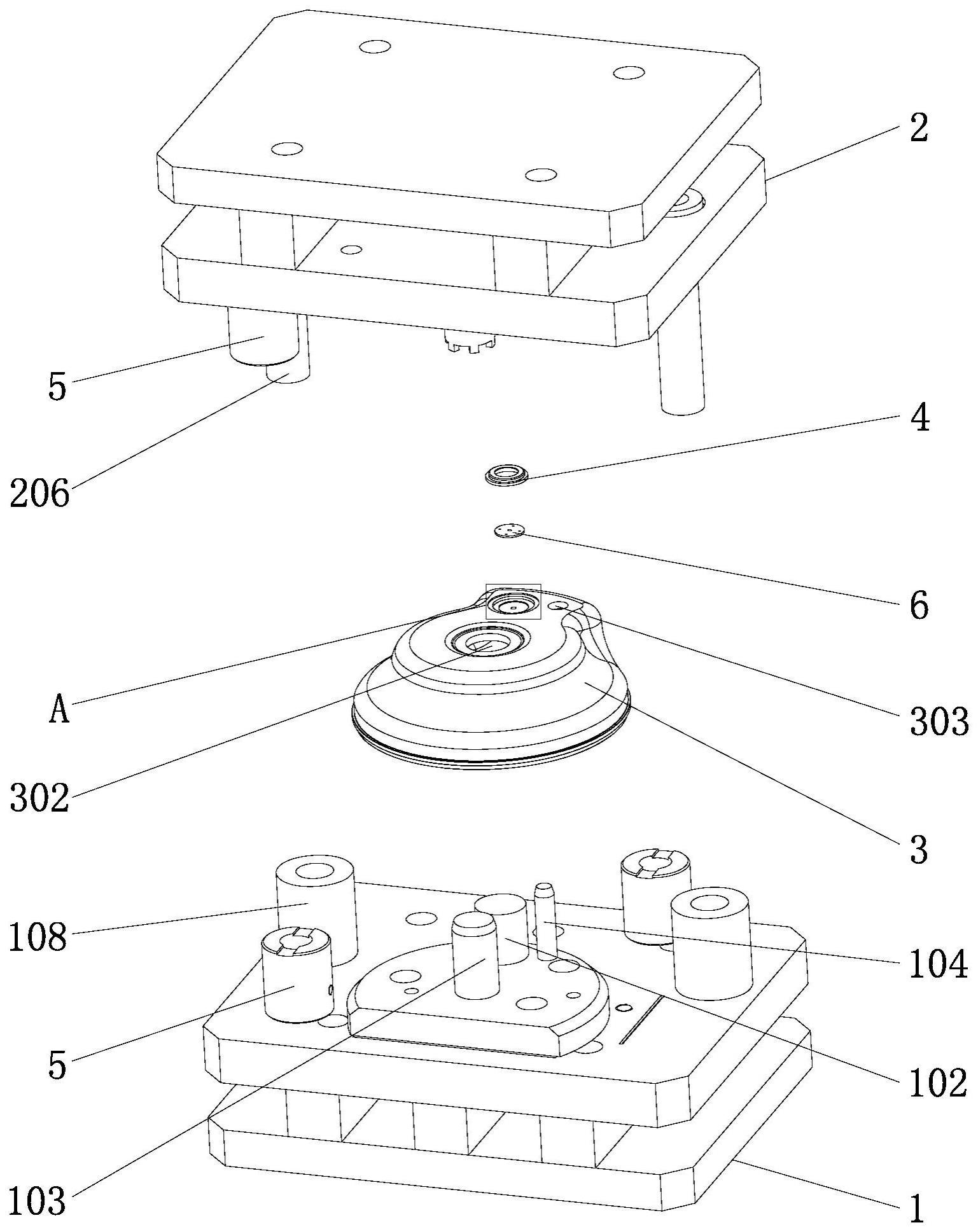
1.一种压缩机泄压阀盖的铆接模具,其特征在于,包括上下对应的下模组件(1)与上模组件(2),所述下模组件(1)包括下模板(101)、及插装于下模板(101)上的铆接台(102),所述上模组件(2)包括上模板(201)、及嵌装于上模板(201)上的铆接头(202),铆接时,压缩机壳体端盖(3)的泄压孔(301)的下端放置于铆接台(102)上,泄压阀盖(4)放置于压缩机壳体端盖(3)的泄压孔(301)的上端,铆接头(202)与铆接台(102)配合将泄压阀盖(4)铆接于压缩机壳体端盖(3)上。
2.根据权利要求1所述压缩机泄压阀盖的铆接模具,其特征在于,所述下模板(101)的外围尺寸与压缩机壳体端盖(3)的内腔尺寸相当,所述压缩机壳体端盖(3)置于下模组件(1)上,下模板(101)部分伸入压缩机壳体端盖(3)的内腔中以定位压缩机壳体端盖(3)。
3.根据权利要求1所述压缩机泄压阀盖的铆接模具,其特征在于,所述下模组件(1)还包括用于定位压缩机壳体端盖(3)的第一定位柱(103),第一定位柱(103)位于铆接台(102)前侧并插装于下模板(101)上,所述压缩机壳体端盖(3)置于下模组件(1)上,第一定位柱(103)插入压缩机壳体端盖(3)的第一定位孔(302)以定位压缩机壳体端盖(3)。
4.根据权利要求1所述压缩机泄压阀盖的铆接模具,其特征在于,所述下模组件(1)还包括用于定位压缩机壳体端盖(3)的第二定位柱(104),第二定位柱(104)位于铆接台(102)右侧并插装于下模板(101)上,所述压缩机壳体端盖(3)置于下模组件(1)上,第二定位柱(104)插入压缩机壳体端盖(3)的第二定位孔(303)以定位压缩机壳体端盖(3)。
5.根据权利要求1所述压缩机泄压阀盖的铆接模具,其特征在于,所述铆接头(202)包括上下相对设置的安装端(2021)与铆接端(2022),所述安装端(2021)外围设有限位凸部(2023),所述上模板(201)上设有安装孔(2011)、及与限位凸部(2023)对应的限位台阶(2012),所述铆接头(202)嵌装于上模板(201),铆接头(202)穿过安装孔(2011),限位凸部(2023)抵靠于限位台阶(2012)上。
6.根据权利要求5所述压缩机泄压阀盖的铆接模具,其特征在于,所述铆接端(2022)上设有若干个压块(2024),压块(2024)呈周向布设于铆接头(202)的铆接端(2022)外缘,所述铆接头(202)与铆接台(102)配合,压块(2024)作用于压缩机壳体端盖(3)使泄压阀盖(4)铆接于压缩机壳体端盖(3)上。
7.根据权利要求1所述压缩机泄压阀盖的铆接模具,其特征在于,所述下模组件(1)还包括设置于下模板(101)底部的下垫板(105)、设置于下垫板(105)底部的下支撑板(106)、及设置于下支撑板(106)底部的下模座(107)。
8.根据权利要求1所述压缩机泄压阀盖的铆接模具,其特征在于,所述上模组件(2)还包括设置于上模板(201)顶部的上垫板(203)、设置于上垫板(203)顶部的上支撑板(204)、及设置于上支撑板(204)顶部的上模座(205)。
9.根据权利要求1所述压缩机泄压阀盖的铆接模具,其特征在于,所述铆接模具还包括导向组件与缓冲部件(5),所述导向组件包括设置于下模组件(1)上的导套(108)、及设置于上模组件(2)上并与导套(108)对应的导柱(206),所述缓冲部件(5)设置于上模组件(2)和/或下模组件(1)上。
技术总结
一种压缩机泄压阀盖的铆接模具,包括上下对应的下模组件与上模组件,所述下模组件包括下模板、及插装于下模板上的铆接台,所述上模组件包括上模板、及嵌装于上模板上的铆接头,铆接时,压缩机壳体端盖的泄压孔的下端放置于铆接台上,泄压阀盖放置于压缩机壳体端盖的泄压孔的上端,铆接头与铆接台配合将泄压阀盖铆接于压缩机壳体端盖上。本技术一种压缩机泄压阀盖的铆接模具,其能够对压缩机泄压结构进行快速装配生产。
技术研发人员:余伟锋,万青,魏新民
受保护的技术使用者:佛山市顺德区朴田电器有限公司
技术研发日:20230505
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!