一种锯床进给量调节装置的制作方法
本技术涉及一种锯床进给量调节装置,属于锻造辅助设备。
背景技术:
1、在生产航空锻件的过程中首先要根据锻件的设计需求下料,下料时要严格控制棒材的长度,否则会导致原材料的浪费(航空锻件的原材料价格较高)且会增加后续的工作量并且容易导致产品尺寸出现误差。
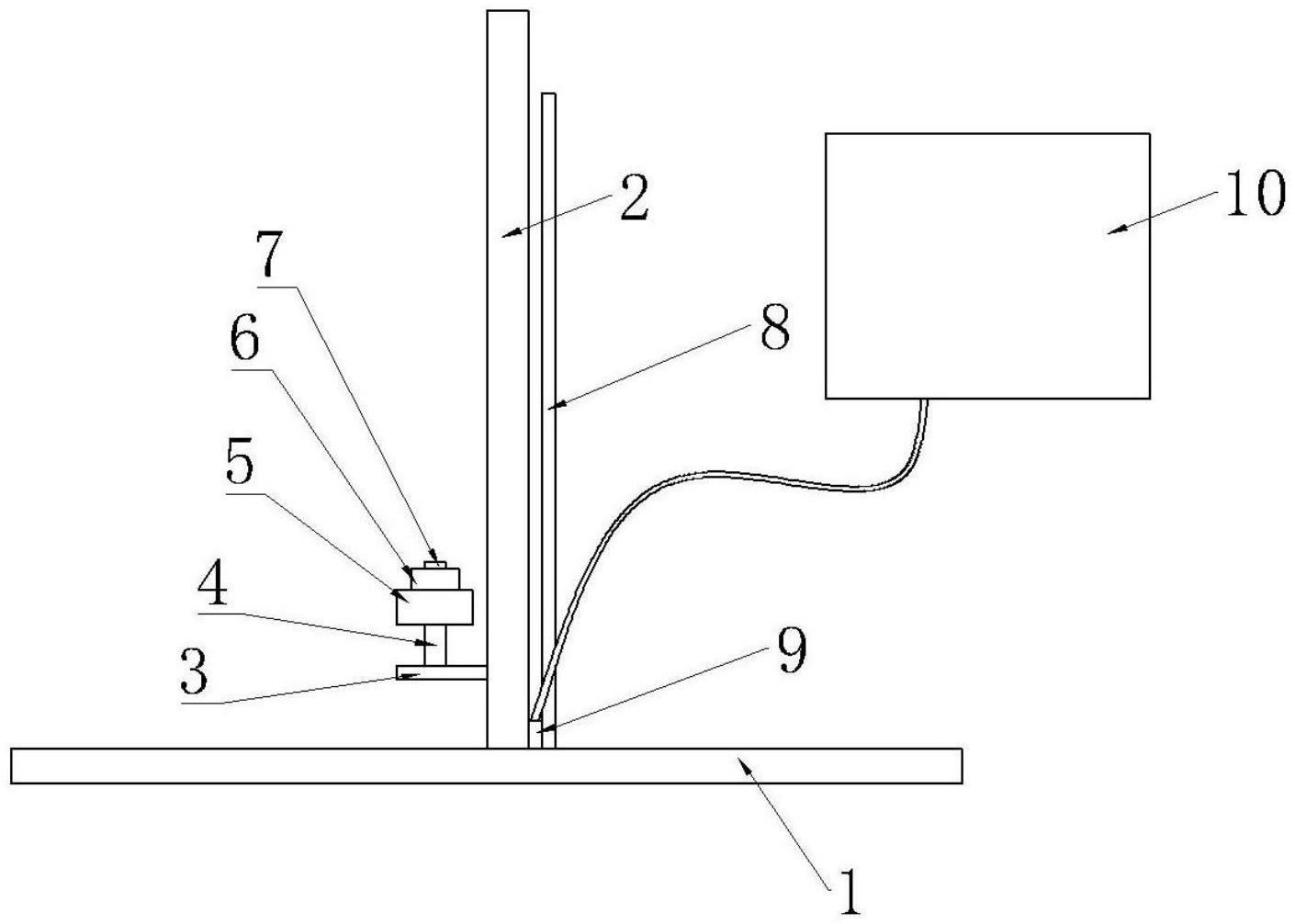
2、如图1所示,某生产航空锻件的公司现有的锯床对下料进给量的控制是通过进给调节阀来设置,如图1所示,某公司现有的下料进给量调节装置包括进给调节阀,进给调节阀的阀体5固定在升降机架底座1上,进给调节阀的旋钮6设置在进给调节阀的阀体5的上端,进给调节阀的阀芯4竖直朝下布置,锯床的升降机架底座1上固定有固定板3,进给调节阀的阀芯4的下端与固定板3转动连接,进给调节阀的旋钮6的上端转动连接有与阀体固定的刻度盘8。
3、调节进给量的时候,通过手动旋转进给调节阀的旋钮6,进给调节阀的阀芯4便会上下运动,进给调节阀的阀芯4驱动固定板3和升降机架2上下移动,从而实现下料,根据进给调节阀的旋钮6上红色标记对应的刻度盘8上的数字来识别进给量的多少。
4、但是,随着时间的推移,刻度盘上数字越来越模糊,导致员工(尤其是新员工)无法快速看对进给量。
5、此外,进给调节阀属于液压控制阀,进给量的多少是根据液压阀内部阀芯的伸缩量来实现的。随着进给调节阀使用时间越来越长,阀芯的磨损加剧,实际进给量的偏差也越来越大,导致锯床实际的进给量比进给调节阀刻度盘上显示的高很多。
技术实现思路
1、本实用新型要解决的技术问题是:提供一种锯床进给量调节装置,以解决上述现有技术中存在的问题。
2、本实用新型采取的技术方案为: 一种锯床进给量调节装置,包括进给调节阀,还包括位移监测装置和显示装置,所述位移检测装置自动检测锯床的升降机架相对于锯床的升降机架底座的位移并且显示在所述显示装置上。
3、优选的,所述位移监测装置为光栅尺,所述光栅尺包括主尺和读数头,所述主尺固定在锯床的升降机架上并且与锯床的升降机架的位移方向平行,所述读数头固定在锯床的升降机架底座上。
4、优选的,所述显示装置为轴数显表,所述光栅尺的读数头与所述轴数显表电性连接。
5、本实用新型的有益效果:与现有技术相比,本实用新型在锯床升降机架上安装光栅尺测量锯床升降机架的升降数值,光栅尺将测量的数据传输到轴数显表上,通过数显表可以直观的读取锯床实际的进给量,以便操作人员有效的调节进给调节阀的大小,从而实现精准下料。
技术特征:
1.一种锯床进给量调节装置,包括进给调节阀,其特征在于:还包括位移监测装置和显示装置,所述位移检测装置自动检测锯床的升降机架相对于锯床的升降机架底座的位移并且显示在所述显示装置上。
2.根据权利要求1所述的一种锯床进给量调节装置,其特征在于:所述位移监测装置为光栅尺,所述光栅尺包括主尺和读数头,所述主尺固定在锯床的升降机架上并且与锯床的升降机架的位移方向平行,所述读数头固定在锯床的升降机架底座上。
3.根据权利要求2所述的一种锯床进给量调节装置,其特征在于:所述显示装置为轴数显表,所述光栅尺的读数头与所述轴数显表电性连接。
技术总结
本技术公开了一种锯床进给量调节装置,包括进给调节阀,还包括位移监测装置和显示装置,所述位移检测装置自动检测锯床的升降机架相对于锯床的升降机架底座的位移并且显示在所述显示装置上。本技术在锯床升降机架上安装光栅尺测量锯床升降机架的升降数值,光栅尺将测量的数据传输到轴数显表上,通过数显表可以直观的读取锯床实际的进给量,以便操作人员有效的调节进给调节阀的大小,从而实现精准下料。
技术研发人员:刘正红,张卫国,秦剑,张华,吴永安,刘朝辉
受保护的技术使用者:贵州航宇科技发展股份有限公司
技术研发日:20230506
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!