一种双锥销夹具定位结构的制作方法
本技术涉及机械加工,具体为一种双锥销夹具定位结构。
背景技术:
1、在现有的车间加工中,加工取力器壳体时采用毛坯外轮廓为主要定位面,配合单锥销、防转销的夹具定位结构。
2、但是此结构夹具的装夹状态易受毛坯铸造误差影响,导致装夹偏斜,继而导致后续加工中的同轴度、位置度等尺寸超差,甚至出现黑皮,大大降低了产品合格率。
技术实现思路
1、本实用新型目的在于提供一种双锥销夹具定位结构,以克服现有技术中装夹状态易受毛坯铸造误差影响,导致装夹偏斜,继而导致后续加工中的同轴度、位置度等尺寸超差,甚至出现黑皮,大大降低了产品合格率的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种双锥销夹具定位结构,包括底座,所述底座上设置有导向柱,所述导向柱中部设置有第一圆锥销,所述第一圆锥销底部设置有第一双头螺柱,所述导向柱顶部设置有第二圆锥销,所述第一圆锥销和第二圆锥销之间设置有支撑座,所述支撑座两侧内部设置有支撑柱,所述底座一侧设置有辅助支撑座,所述辅助支撑座上设置有辅助支撑柱,所述导向柱两侧均设置有旋转压板。
4、优选地,第一圆锥销侧部固定有内六角紧定螺钉和六角薄螺母,所述内六角紧定螺钉和六角薄螺母螺栓连接。
5、优选地,第一圆锥销面积大于第二圆锥销。
6、优选地,第二圆锥销顶部依次设置有开口垫圈、带肩六角螺母和第二双头螺柱。
7、优选地,导向柱通过孔轴配合的方式固定在底座上。
8、优选地,第一双头螺柱上设置有压缩弹簧,所述压缩弹簧顶端与第一圆锥销相接触。
9、优选地,第一双头螺柱为三个,均匀分布在第一圆锥销底部。
10、优选地,第一圆锥销和第二圆锥销的中轴线重合。
11、优选地,支撑座两侧设置有第一衬垫,所述支撑座内部设置有第二衬垫。
12、与现有技术相比,本实用新型具有以下有益效果:本实用新型提供了一种双锥销夹具定位结构,底座上设置有导向柱,底座用于固定整个装置,导向柱中部设置有圆锥销,第一圆锥销底部设置有第一双头螺柱,导向柱顶部设置有第二圆锥销,第一圆锥销和第二圆锥销以壳体的内孔为准,用于使固定取力器壳体的两孔的公共轴线尽可能与底板垂直,通过第一圆锥销和第二圆锥销结构限制了壳体延x、y轴位移、旋转的自由度,第一圆锥销和第二圆锥销之间设置有支撑座,支撑座两侧内部设置有支撑柱,支撑柱用于限定壳体延z轴位移,底座一侧设置有辅助支撑座,支撑座用于限定壳体延z轴位移,辅助支撑座上设置有辅助支撑柱,辅助支撑柱限制壳体延z轴旋转,将消除水平定位端面毛坯铸造误差带来的影响,以内孔毛坯轮廓定位,装夹偏斜导致的后续加工尺寸超差风险不复存在,提升了产品合格率。
13、进一步地,支撑座两侧设置有第一衬垫,支撑座内部设置有第二衬垫,防止器件磨损和发热。
技术特征:
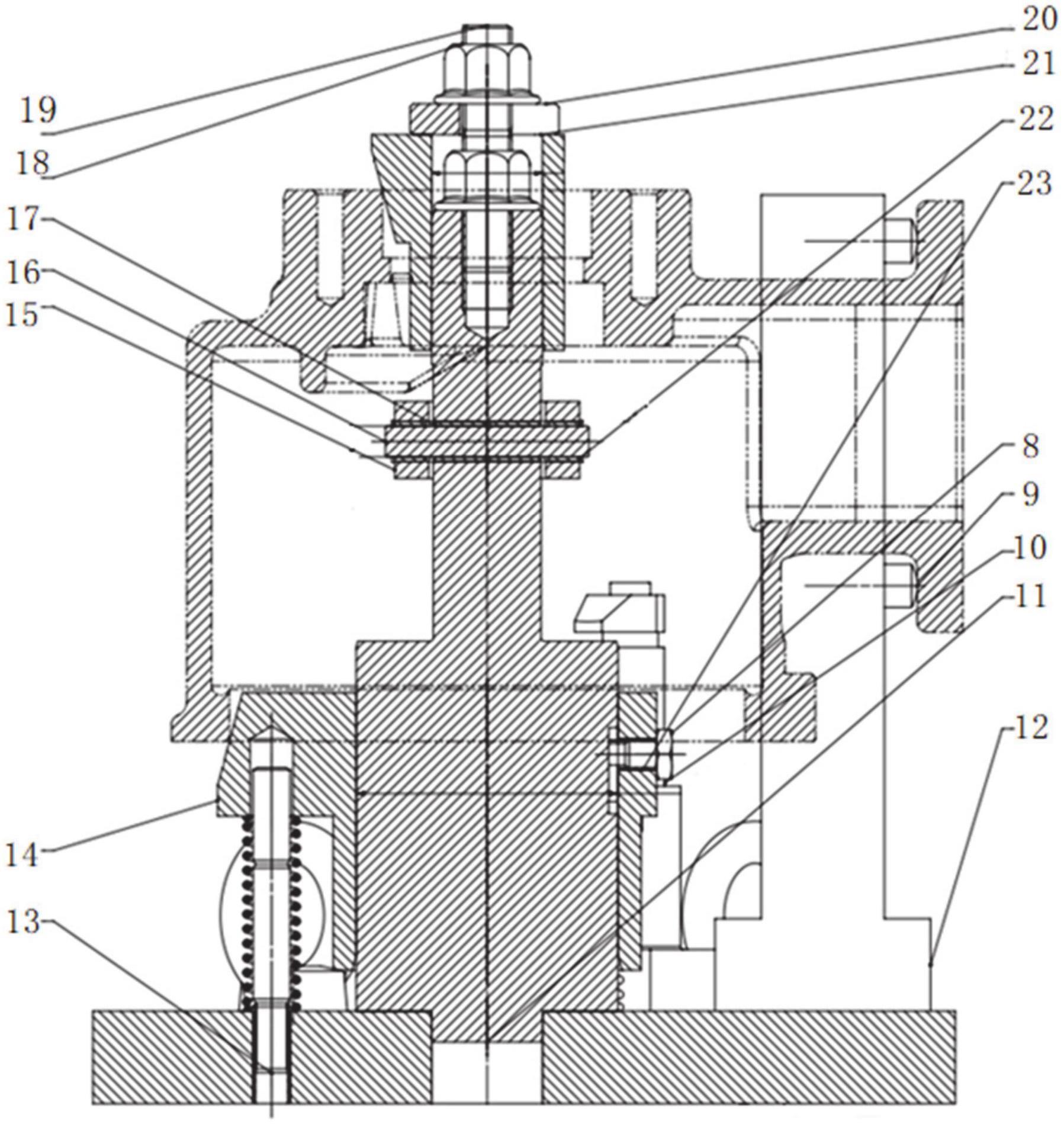
1.一种双锥销夹具定位结构,其特征在于,包括底座,所述底座上设置有导向柱(11),所述导向柱(11)中部设置有第一圆锥销(14),所述第一圆锥销(14)底部设置有第一双头螺柱(13),所述导向柱(11)顶部设置有第二圆锥销(21),所述第一圆锥销(14)和第二圆锥销(21)之间设置有支撑座(15),所述支撑座(15)两侧内部设置有支撑柱(25),所述底座一侧设置有辅助支撑座(12),所述辅助支撑座(12)上设置有辅助支撑柱(9),所述导向柱(11)两侧均设置有旋转压板(10)。
2.根据权利要求1所述的一种双锥销夹具定位结构,其特征在于,所述第一圆锥销(14)侧部固定有内六角紧定螺钉(23)和六角薄螺母(8),所述内六角紧定螺钉(23)和六角薄螺母(8)螺栓连接。
3.根据权利要求1所述的一种双锥销夹具定位结构,其特征在于,所述第一圆锥销(14)面积大于第二圆锥销(21)。
4.根据权利要求1所述的一种双锥销夹具定位结构,其特征在于,所述第二圆锥销(21)顶部依次设置有开口垫圈(20)、带肩六角螺母(18)和第二双头螺柱(19)。
5.根据权利要求1所述的一种双锥销夹具定位结构,其特征在于,所述导向柱(11)通过孔轴配合的方式固定在底座上。
6.根据权利要求1所述的一种双锥销夹具定位结构,其特征在于,所述第一双头螺柱(13)上设置有压缩弹簧(26),所述压缩弹簧(24)顶端与第一圆锥销(14)相接触。
7.根据权利要求1所述的一种双锥销夹具定位结构,其特征在于,所述第一双头螺柱(13)为三个,均匀分布在第一圆锥销(14)底部。
8.根据权利要求1所述的一种双锥销夹具定位结构,其特征在于,所述第一圆锥销(14)和第二圆锥销(21)的中轴线重合。
9.根据权利要求1所述的一种双锥销夹具定位结构,其特征在于,所述支撑座(15)两侧设置有第一衬垫(17),所述支撑座(15)内部设置有第二衬垫(16)。
技术总结
本技术公开了一种双锥销夹具定位结构,底座上设置有导向柱,底座用于固定整个装置,导向柱中部设置有圆锥销,导向柱顶部设置有第二圆锥销,第一圆锥销和第二圆锥销以壳体的内孔为准,使固定取力器壳体的两孔的公共轴线尽可能与底板垂直,通过第一圆锥销和第二圆锥销结构限制了壳体延X、Y轴位移、旋转的自由度第一圆锥销和第二圆锥销之间设置有支撑座,支撑座两侧内部设置有支撑柱,支撑柱用于限定壳体延Z轴位移,底座一侧设置有辅助支撑座,辅助支撑座上设置有辅助支撑柱,辅助支撑柱限制壳体延Z轴旋转,将消除水平定位端面毛坯铸造误差带来的影响,以内孔毛坯轮廓定位,装夹偏斜导致的后续加工尺寸超差风险不复存在,提升了产品合格率。
技术研发人员:周一博,秦璇,范宇辰
受保护的技术使用者:陕西法士特汽车传动集团有限责任公司
技术研发日:20230504
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!