电焊机的定位工装的制作方法
本技术涉及电焊机,具体为电焊机的定位工装。
背景技术:
1、电焊机是利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,使被接触物相结合的目的;
2、电焊机在对工件进行焊接处理时,需要先将工件固定住,现有的定位工装通常是采用螺杆和夹持板将工件固定在焊接台面上,这种定位方式存在以下问题:
3、现有定位工装对工件进行定位时,是将工件放置在焊接台面上,然后转动螺杆,然后螺杆推动夹持板移动,通过夹持板将工件夹持定位在焊接台面上,这样虽然能够将工件夹持固定住,但是工件焊接后,需要先转动螺杆松动夹持板,才能将焊接后的工件取下,影响了工件的焊接效率。
技术实现思路
1、本实用新型的目的在于提供电焊机的定位工装,以解决上述背景技术中提出的问题。
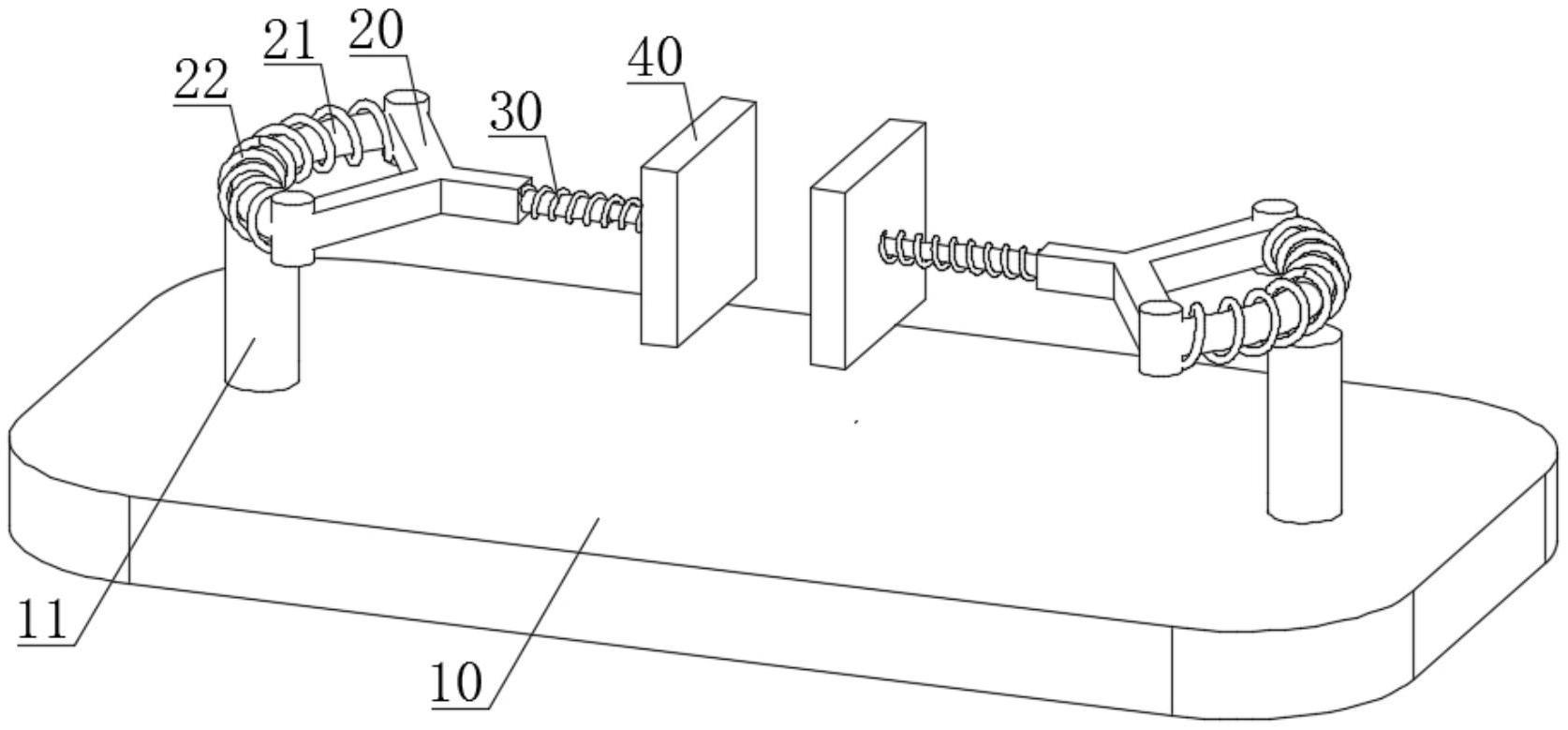
2、为实现上述目的,本实用新型提供如下技术方案:电焊机的定位工装,包括底板,所述底板表面对称设有立柱,所述立柱顶部设有y型连接件,所述y型连接件其中两个端部之间设有弧形空心筒,所述y型连接件另一个端部设有伸缩杆,所述伸缩杆端部设有具有磁性的夹持板,所述弧形空心筒上缠绕有线圈,所述弧形空心筒与所述线圈组成螺线管。
3、其中,所述伸缩杆上套接有伸缩弹簧,所述伸缩弹簧一端与所述y型连接件固定连接,所述伸缩弹簧另一端与所述夹持板固定连接。
4、其中,所述伸缩杆包括固定套管和活动杆,所述活动杆一端滑动插接在所述固定套管内。
5、其中,所述线圈通电后,所述螺线管产生的磁力与所述夹持板背面的磁性相同。
6、其中,所述夹持板正面粘接有橡胶垫。
7、与现有技术相比,本实用新型的有益效果是:
8、本实用新型通过弧形空心筒和线圈组成螺线管,在给线圈通电后,螺线管产生磁力,且螺线管产生的磁力与夹持板背面的磁性相同,产生相斥,然后推动夹持板向内侧移动,从而缩小两个夹持板之间的距离,通过两个夹持板将工件夹持固定在焊接台面上,当工件焊接完成后,关闭线圈的电源,螺线管的磁力消失,在伸缩弹簧的复位弹力作用下带动夹持板向外侧移动,从而扩大两个夹持板之间的距离,然后可以直接将焊接台面上的工件取出,提高了工件的焊接效率。
技术特征:
1.电焊机的定位工装,包括底板(10),其特征在于:所述底板(10)表面对称设有立柱(11),所述立柱(11)顶部设有y型连接件(20),所述y型连接件(20)其中两个端部之间设有弧形空心筒(21),所述y型连接件(20)另一个端部设有伸缩杆(30),所述伸缩杆(30)端部设有具有磁性的夹持板(40),所述弧形空心筒(21)上缠绕有线圈(22),所述弧形空心筒(21)与所述线圈(22)组成螺线管。
2.根据权利要求1所述的电焊机的定位工装,其特征在于:所述伸缩杆(30)上套接有伸缩弹簧(23),所述伸缩弹簧(23)一端与所述y型连接件(20)固定连接,所述伸缩弹簧(23)另一端与所述夹持板(40)固定连接。
3.根据权利要求1所述的电焊机的定位工装,其特征在于:所述伸缩杆(30)包括固定套管(31)和活动杆(33),所述活动杆(33)一端滑动插接在所述固定套管(31)内。
4.根据权利要求1所述的电焊机的定位工装,其特征在于:所述线圈(22)通电后,所述螺线管产生的磁力与所述夹持板(40)背面的磁性相同。
5.根据权利要求1所述的电焊机的定位工装,其特征在于:所述夹持板(40)正面粘接有橡胶垫。
技术总结
本技术公开了电焊机的定位工装,包括底板,所述底板表面对称设有立柱,所述立柱顶部设有Y型连接件,所述Y型连接件其中两个端部之间设有弧形空心筒,所述Y型连接件另一个端部设有伸缩杆,所述伸缩杆端部设有具有磁性的夹持板,所述弧形空心筒上缠绕有线圈,所述弧形空心筒与所述线圈组成螺线管;本技术通过两个夹持板将工件夹持固定在焊接台面上,当工件焊接完成后,关闭线圈的电源,螺线管的磁力消失,在伸缩弹簧的复位弹力作用下带动夹持板向外侧移动,从而扩大两个夹持板之间的距离,然后可以直接将焊接台面上的工件取出,提高了工件的焊接效率。
技术研发人员:詹邓胜
受保护的技术使用者:深圳市沃维电气制造有限公司
技术研发日:20230508
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!