一种汽车电机零部件加工用连续冲压模具的制作方法
本技术涉及冲压模具,具体为一种汽车电机零部件加工用连续冲压模具。
背景技术:
1、汽车配件加工是构成汽车配件加工整体的各单元及服务于汽车配件加工的产品,包括节气门体、发动机、发动机总成、油泵、油嘴、涨紧轮、气缸体、轴瓦、水泵、燃油喷射、密封垫和凸轮轴等,冲压模具是在冷冲压加工中,将材料加工成零件的一种特殊工艺装备,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法;
2、授权专利号为cn218361633u公开了一种汽车电机零部件加工用连续冲压模具,该装置主要通过驱动电机的输出轴带动皮带转动,通过传输轮将原料在输送架的内部向右侧传动,在此过程中传动电机将会带动冲压基座进行转动,从而转换冲压孔的位置,且通过两个冲压杆同时冲压,可有效提高冲压效率,提高汽车电机零部件的生产效率,但在装置实际使用时,仍旧存有以下缺陷:
3、上述专利主要通过冲压杆的结构调节,提高原料的冲压效率,但在对汽车电机零部件进行连续冲压时,冲压头与输送的零部件接触时容易产生位置摩擦和错位现象,降低零部件冲压的稳定性,并在对不同型号的零部件进行调节和转换时,难以确保同一型号的零部件冲压压力平均,降低零部件冲压的精度和质量。
技术实现思路
1、本实用新型的目的在于提供一种汽车电机零部件加工用连续冲压模具,以解决上述背景技术中提出的问题。
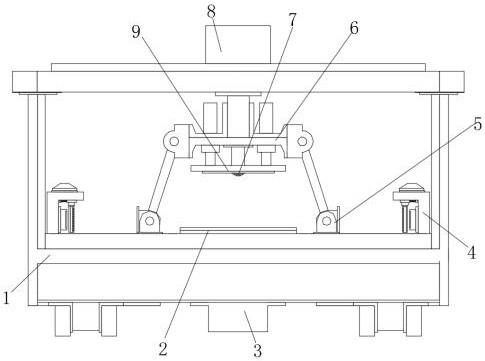
2、为实现上述目的,本实用新型提供如下技术方案:一种汽车电机零部件加工用连续冲压模具,包括安装架,所述安装架内侧的中间位置处设有输送带,所述安装架的顶部设有液压气缸,所述液压气缸的输出端设有支架,所述支架底部的中间位置处设有冲压头,所述支架顶部的两侧设有套管,两组所述套管的内侧分别套设有导杆以及与导杆弹性连接的第一弹簧,两组所述导杆的底部设有定位板,且定位板套设在冲压头的外侧,所述支架的两侧安装有活动块,且活动块的内侧铰接有活动板,所述安装架内侧的两侧开设有滑槽,两组所述滑槽的内侧设有滑动配合的滑块,两组所述滑块的顶部设有铰接块,且铰接块与活动板以及活动块活动配合;
3、所述安装架的底部设有驱动器,所述安装架内部两侧的底部套设有双向丝杆,所述驱动器的输出端和双向丝杆外侧的中间位置处设有相互啮合的锥齿轮组,所述双向丝杆的外侧对称套设有安装座,两组所述安装座的顶部设有led警示灯,两组所述安装座相互靠近的一侧设有压力传感器,两组所述安装座内侧的顶部开设有导槽,两组所述导槽的内侧设有导块,两组所述导块相互远离的一侧设有与安装座弹性连接的第二弹簧,两组所述导块的底部设有接触板。
4、优选的,所述安装架内部的底部设有限位槽,且限位槽的内侧设有与安装座相互连接的限位块,所述安装架底部的中间位置处设有防护壳,且防护壳设置在驱动器的外侧,增加结构的导向性和部件的保护性。
5、优选的,两组所述铰接块相互远离的一侧设有触块,且触块与接触板接触配合,两组所述铰接块和触块与接触板和压力传感器皆呈同一水平面,便于通过接触板与触块的接触配合,对该结构的正常工作进行检测。
6、优选的,两组所述led警示灯分别设有两种光线的led灯芯,两组所述led警示灯与接触板和压力传感器电性连接,便于通过两组灯芯的结构配合,分别提示正常工作和警示装置出现误差。
7、优选的,两组所述滑块与滑槽设置在输送带的两侧,两组所述安装座与滑块和滑槽交错设置在安装架的顶部,促使相互交错设置的结构相互配合,形成自检导向功能。
8、优选的,所述锥齿轮组分别由第一锥齿轮和第二锥齿轮构成,所述驱动器的输出端设有第一锥齿轮,所述双向丝杆外侧的中间位置处设有与第一锥齿轮相互啮合的第二锥齿轮,便于通过齿轮的传动配合带动双向丝杆转动。
9、本实用新型提出的一种汽车电机零部件加工用连续冲压模具,至少包括以下有益效果:
10、1、通过支架的升降对零部件冲压的同时,可同步带动两侧面的活动板迫使滑块活动,以便通过两组滑块与可调式的两组接触板相互接触,从而利用led警示灯的照明表示工作正常,以便让输送同一型号的零部件冲压压力自动检测,保持零部件冲压一致,而利用两组接触板受到进一步压力与压力传感器相互接触时,便可通过led警示灯的照明警示工作出现压力过大,导致零部件冲压出现误差,从而快速对结构进行维护检修,增加装置的自检功能,提高连续式冲压作业的精度和效率。
11、2、利用在冲压头外侧面的定位板以及两组套管和第一弹簧与导杆组成的弹性伸缩结构,促使冲压头在进行冲压工作时让定位板接触零部件表面,促使定位板对部件进行弹性定位,有效提高零部件冲压工作的稳定性,避免冲压头在冲压时出现工件位置偏移和不稳定的缺陷。
技术特征:
1.一种汽车电机零部件加工用连续冲压模具,包括安装架(1),其特征在于:所述安装架(1)内侧的中间位置处设有输送带(2),所述安装架(1)的顶部设有液压气缸(8),所述液压气缸(8)的输出端设有支架(6),所述支架(6)底部的中间位置处设有冲压头(7),所述支架(6)顶部的两侧设有套管(13),两组所述套管(13)的内侧分别套设有导杆(15)以及与导杆(15)弹性连接的第一弹簧(14),两组所述导杆(15)的底部设有定位板(9),且定位板(9)套设在冲压头(7)的外侧,所述支架(6)的两侧安装有活动块,且活动块的内侧铰接有活动板(12),所述安装架(1)内侧的两侧开设有滑槽(11),两组所述滑槽(11)的内侧设有滑动配合的滑块(10),两组所述滑块(10)的顶部设有铰接块(5),且铰接块(5)与活动板(12)以及活动块活动配合;
2.根据权利要求1所述的一种汽车电机零部件加工用连续冲压模具,其特征在于:所述安装架(1)内部的底部设有限位槽,且限位槽的内侧设有与安装座(4)相互连接的限位块,所述安装架(1)底部的中间位置处设有防护壳,且防护壳设置在驱动器(3)的外侧。
3.根据权利要求1所述的一种汽车电机零部件加工用连续冲压模具,其特征在于:两组所述铰接块(5)相互远离的一侧设有触块,且触块与接触板(19)接触配合,两组所述铰接块(5)和触块与接触板(19)和压力传感器(20)皆呈同一水平面。
4.根据权利要求1所述的一种汽车电机零部件加工用连续冲压模具,其特征在于:两组所述led警示灯(16)分别设有两种光线的led灯芯,两组所述led警示灯(16)与接触板(19)和压力传感器(20)电性连接。
5.根据权利要求1所述的一种汽车电机零部件加工用连续冲压模具,其特征在于:两组所述滑块(10)与滑槽(11)设置在输送带(2)的两侧,两组所述安装座(4)与滑块(10)和滑槽(11)交错设置在安装架(1)的顶部。
6.根据权利要求1所述的一种汽车电机零部件加工用连续冲压模具,其特征在于:所述锥齿轮组(18)分别由第一锥齿轮和第二锥齿轮构成,所述驱动器(3)的输出端设有第一锥齿轮,所述双向丝杆(17)外侧的中间位置处设有与第一锥齿轮相互啮合的第二锥齿轮。
技术总结
本技术公开了一种汽车电机零部件加工用连续冲压模具,包括安装架,所述安装架内侧的中间位置处设有输送带,所述安装架的顶部设有液压气缸,所述液压气缸的输出端设有支架,所述支架底部的中间位置处设有冲压头,所述支架顶部的两侧设有套管,两组所述套管的内侧分别套设有导杆以及与导杆弹性连接的第一弹簧,两组所述导杆的底部设有定位板,且定位板套设在冲压头的外侧;本技术通过支架的升降对零部件冲压的同时,可同步带动两侧面的活动板迫使滑块活动,以便通过两组滑块与可调式的两组接触板相互接触,从而利用LED警示灯的照明表示工作正常,以便让输送同一型号的零部件冲压压力自动检测,保持零部件冲压一致。
技术研发人员:刘金卫,刘韬
受保护的技术使用者:长沙精仁精密科技有限公司
技术研发日:20230508
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!